




Information
-
Site conducted
-
Aim: To ensure that all Intercon gate valves are clean and locking lever is fully engaged in its locking position.
-
Frequency: Every Intercon
-
Document No.
-
Date and Time of Container Inspected
-
Please identify what shift Intercons were produced
-
Operator completing Intercon inspection
Visual Container Inspection Audit
INTERCON INSPECTION - FINISHED PRODUCT
-
If any of criteria below "Fails" it must be reported immediately to the Shift Supervisor / Manager and corrective action details recorded. The implicated Intercon cannot be loaded until it is compliant and poses no food safety &/or quality risk
-
Intercon should be at eye level to allow adequate inspection in a safe manner. Refer Work Instruction "AFPRD-WI-0013" Filling of Totes, Flexicon & Intercons (CCP 3)
-
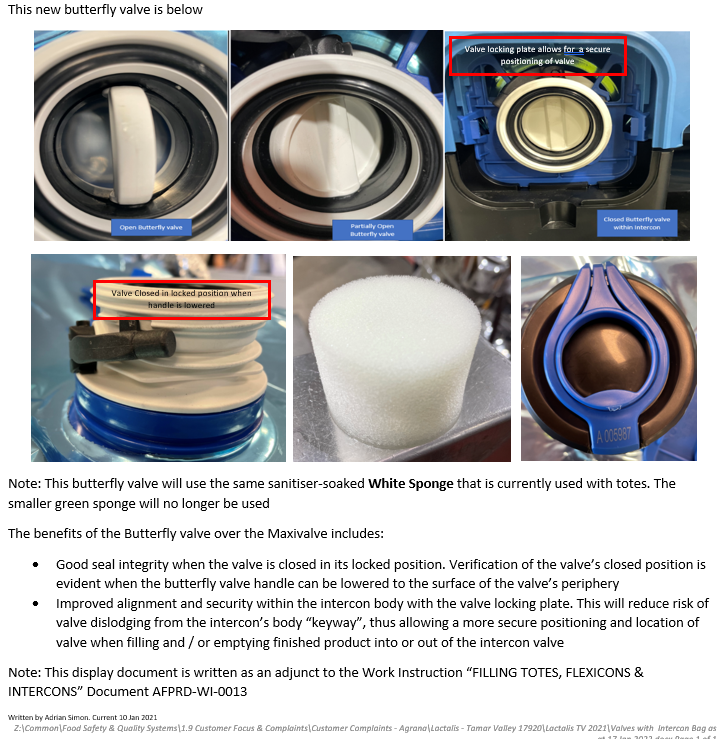
Note: A Sanitised soaked white sponge , currently used with totes, must be in place (effective as @ 17 Jan 2022)
-
Is there a clean sanitiser soaked white sponge present within gate valve
-
Replace with a clean sanitiser-soaked white sponge (as pictured)
-
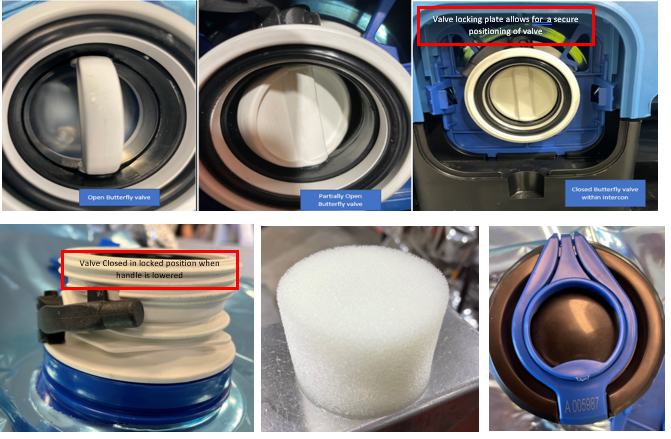
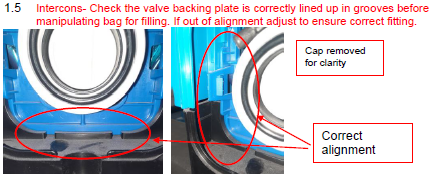
Intercon valve plate must be aligned in the correct position as pictured
-
Is the bottom of the valve check plate correctly aligned in the grooves and flush with the front of the Intercon (black plastic). Provide photographic evidence of valve position
-
Intercon is deemed non compliant action must be taken to rectify valve check plate position. Re-adjust check valve into correct position as pictured (refer below or Work instruction AFPRD-WI-0013). In the event that the check plate valve cannot be re-positioned correctly than the implicated Intercon must be isolated and QA / Production Management must be addressed.
-
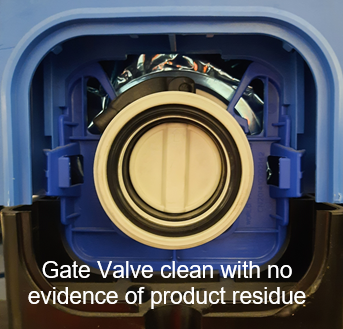
Is the surfaces of the Gate Valve clean and is the locking lever secured in its correct locked position
-
Intercon is deemed non compliant action must be taken to address & rectify. That is: re-clean gate valve, replace sanitiser sponge, re-adjust locking lever into correct locked position
-
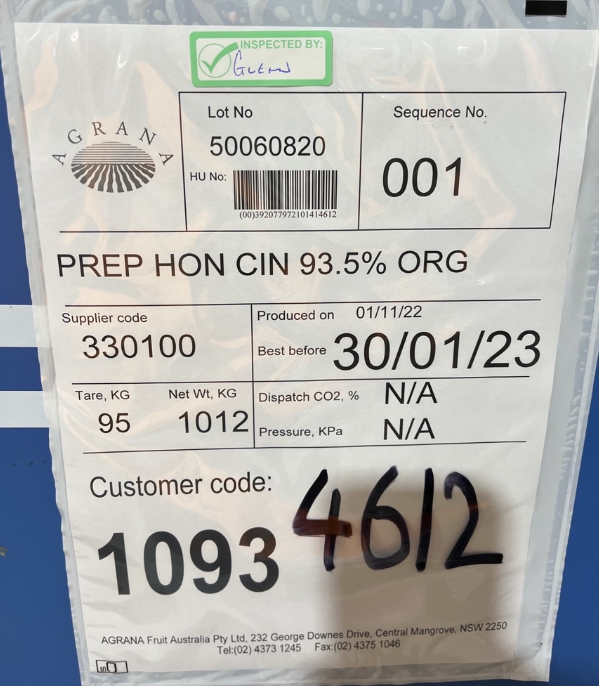
Provide photographic evidence of each Intercon being inspected (i.e. Intercon identification Label), each gate valve condition and the positioning of the locking lever
-
Refer reference document: "Introduction of new butterfly valve" details and images
-
Was the Intercon compliant when first presented for inspection
-
Provide photographic evidence of corrective action - follow up photos (in the event of non-compliance)

SUMMARY - INTERCON COMPLIANT
-
Upon completing the Intercon Audit and the Intercon(s) are verified as compliant than an "Inspected By" compliance label is to be applied to the Intercon Product Identification labelling (as pictured). The operator conducting the inspection is to print their name on the "Inspected By" label
-
Intercon(s) have been inspected and deemed Compliant
-
If the intercon is non-compliant and cannot be rectified than the following action must be taken. 1: QA Addressed immediately to place ON HOLD and issue CMS number. 2: Intercon isolated and identified
-
Reason for NON COMPLIANCE
- Gate Valve - Not aligned
- Locking Mechanism Faulty
- Foreign Object Risk
- Packaging Damaged
- Gate Valve cannot be Cleaned effectively
- Other
-
CMS Number (issued by QA)
Sign Off
-
The inspecting employee must review and sign off that all details above are absolute
-
Inspection completed by:




