




Title Page
-
Site conducted
-
Add site photo
-
Conducted on
-
Prepared by
-
Location
-
Particpants
Introduction
Allocation of colour grade
-
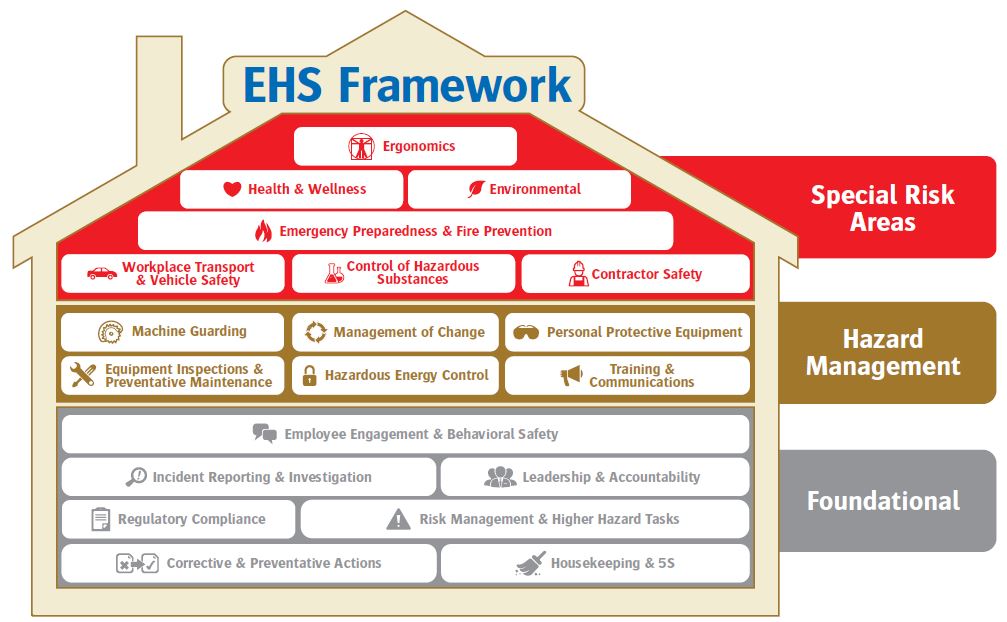
The health and safety audit programme operated throughout Berry Global's CPI Division consists of several different question sets depending on the main technology in operation at the facility. Although there are technology-specific questions the core structure of the audit remains the same as does the majority of standards. The core audit has a total of 20 sections which align with the Berry Global EHS Framework, which all have the same subject headings. The specific questions for each technology are contained within the relevant sections.
Each section within the audit question sets will have technical guidance to inform site management and the audit teams of the expectations and what good and bad practice looks like.
The audit each site is subject to will depend on the main technology used. -
The health and safety audit programme operated through Berry Global's CPI Division consists of several different question sets depending on the main technology in operation at the facility. Although there are technology-specific questions the core structure of the audit remains the same as does the majority of standards. The core audit has a total of 20 Elements which align with the Berry Global EHS Framework. The specific questions for each technology are contained within the relevant Elements.
Each section within the audit question sets will have technical guidance to inform site management and the audit teams of the expectations and what good and bad practice looks like.
The audit each site is subject to will depend on the main technology used.
Allocation of colour grade
The scoring model is made up of four colours which represent the level of compliance. 'Blue' shows the site has full compliance with the standard and should be straight forward for the auditor to identify. A 'Red 'grading shows poor compliance which normally means serious physical safety deficiencies or there is no (or very little) documentation or systems in place. The text within the 'Green' and 'Yellow' sections is not prescriptive but an explanation that 'Green' is a minor deficiency and 'Yellow' is a major deficiency. It is ultimately down to the auditor to decide what is a major and minor deficiency from the Blue standard. This should be based on the risk it poses to the personnel and business and how significant it could be if realised.
Blue (Fully Compliant)
The site must demonstrate that they have clearly met the conditions in the Blue standard/requirement.
Green (Minor Deficiency)
A minor deficiency is where Blue has not quite been met but the site still has good compliance. Normally this will be where some improvements are required in the documentation or where physical observations are made in isolation. This would normally be 1 minor deficiency as two or more deficiencies from the standard should result in a Yellow (major). Examples are:
· Machine guard checks showing minor discrepancies/not completed on a few occasions but overall compliance appears good
· Fire extinguisher missing
· Oil leak on the floor
· Safe systems of work do not cover all tasks associated with a machine
· Daily check for forklift truck completed but minor deficiencies in documentation (e.g. parts not documented, not dated, no signatures etc)
Yellow (Major deficiency)
The Yellow grade is normally allocated where there is a significant deviation from Blue. This could consist of a single issue or a combination of minor issues i.e. two or more. Examples are:
· Machine guard check only completed weekly
· Numerous fire extinguishers missing
· Several oil leaks around the site
· Safe system of work in place but only basic tasks covered and document significantly out of date
· Fork Lift Truck checks made infrequently or inconsistently and/or little follow-up action taken on deficiencies
Red (Poor compliance)
Red is effectively where the site has virtually no system (or the system are not adhered to). If the site is unable to show a document when required then red will be allocated. Examples of poor safety controls deserving a red score would also be:
· Forklift truck operator not wearing a seatbelt or driving recklessly
· Machine guard overridden or not being locked off during maintenance operations where it is required
· No hot work permit issues for contractor carrying out welding or other hot work
· No risk assessment exists for machine/task
It is the decision of auditor to issue a red grade if they feel the non-compliance poses an immediate health and safety risk to the business.
The audit process
-
The Blue audit process is normally conducted by spending one day at the site. This will involve a full site tour, discussions/interviews with relevant employees and documentation reviews. As the audit is normally conducted in one day the process needs to run smoothly and efficiently. Therefore the site must ensure they are suitably prepared. Suitable preparation includes:
• Familiarise yourself with the audit standards.
• Read the guidance documents.
• Provide the auditor with any requested pre-audit documentation.
• Access the H&S Intranet for resources and guidance.
• Ensure the relevant people are available (e.g. HSE Manager all day, General Manager, Production Managers, Engineering Manager, Logistics Manager during relevant parts of the audit and in the final review).
• Have a suitable meeting room – projector desirable if documentation is electronic.
• Prepare your documents and have them easily available in the meeting room if possible. -
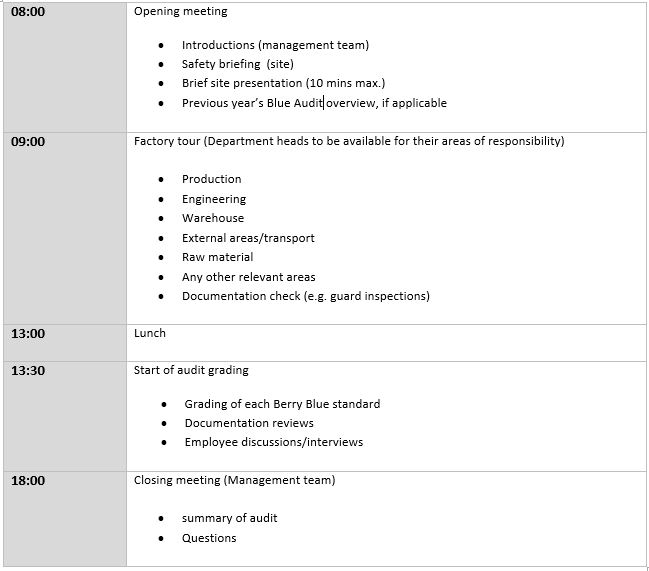
Below is a typical agenda for a Berry Blue audit for a 1-day audit:
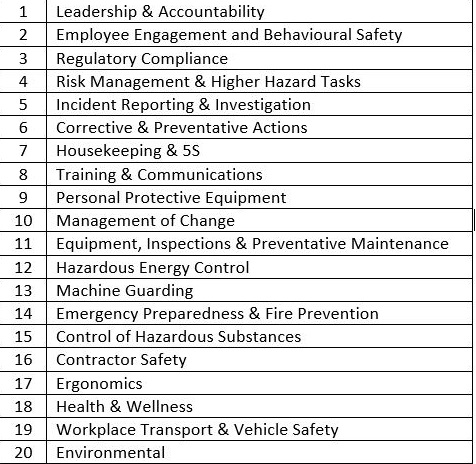
Berry Blue Audit Elements
Element 1 – Leadership & Accountability
-
INSTRUCTIONS
1. Please answer "Fully Compliant", "Minor Deviation", "Major Deviation" or "Poor Compliance" on the questions below.
2. Add Photos in "Images" and Comments in "Notes" of each question.
3. Ensure comments describe why you have scored Blue, Green, Yellow or Red and also describe the recommended actions needed to improve.
4. Complete the audit by providing a digital signature.
5. Share your report by exporting as PDF or Word.
1.1 H&S Policy
-
Environment, health and safety policy is current and signed by senior management.<br><br>The policy is effectively communicated through noticeboards and secondary means (e.g. induction, team meetings).
-
Show guidance
-
All Berry CPI sites must display the group health and safety policy (signed by the CEO) in prominent areas (e.g. reception, employee noticeboard). Berry CPI requires that a localised policy is created which should include a declaration by executive site management emphasising the importance of safety to the operation. The policy must be effectively communicated not only through placing on noticeboards but also through secondary means such as induction training or employee handbooks.
-
• Photograph shows safety noticeboard with policy and site information

1.2 Responsibilities
-
Environmental and H&S responsibilities defined for management, supervisors and employees.<br><br>Responsibilities communicated formally.
-
Show guidance
-
The policy must be supported with detailed responsibilities outlined for management, supervisors and employees and be specific to the site. This document may form part of a job description or be a stand-alone document. The key requirement is that it is specific to the site and is effectively communicated to each individual.
1.3 Competent safety advisor
-
The site has appointed a competent health and safety and environment advisor/coordinator.<br><br>This must be an internal appointment.<br>
-
Show guidance
-
Every Berry CPI site must have an internal person appointed as the health and safety and environment coordinator/advisor. This person should have relevant experience and training to ensure they can fulfil the obligations of the role properly. Sites with a low number of employees may require an external consultant to assist with certain local legal obligations and advise but they must not be relied upon for health and safety management. Smaller sites may also have a person appointed with a dual role (e.g. quality/environment). In this case, senior management must ensure the person is given suitable time and support.
1.4 Health, Safety and Environmental Objectives and Plans
-
Objectives are in place including accident reduction targets.<br><br>An ANNUAL safety action plan supports the site-specific goals & objectives.<br><br>Plans show a direct link to the loss history data (e.g. accidents, near misses) and accident analysis.<br><br>Department heads and staff should be primarily responsible for implementation.<br><br>The action plan is tracked monthly and progress updated.
-
Show guidance
-
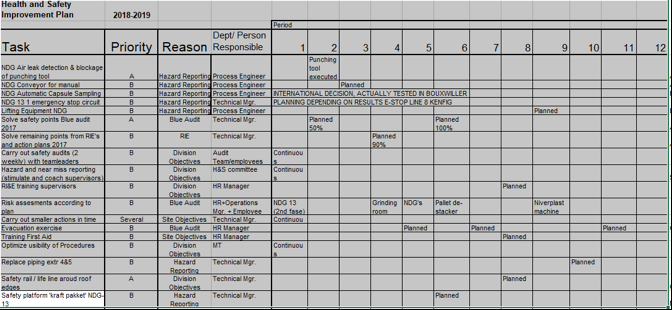
All sites must create a formal health and safety improvement plan. The plan should show a direct link to the loss history of the site (i.e. targeting common trends of accidents). The responsibility of the plan should be allocated to operations management and not simply be allocated to the person responsible for health and safety. The action plan should be tracked monthly and progress updated. Here is an example:
• Photograph shows site improvement plan, with action tracking -
The auditor should check if the site is fully implementing the plan. To achieve blue at least 90% of the items should be completed or on track. If the audit takes place at the beginning of the year you should request to see the previous year’s plan to check whether it was implemented.
1.5 Blue recommendation & Plan implementation
-
Majority of previous year’s BLUE audit and site plans implemented and/or in progress. (E.g. Over 90%)
-
Show guidance
-
The auditor MUST have a copy of the previous year’s audit report. You may need to wait until the end of the audit to grade this particular item.
1.6 Operational Safety Management
-
Department heads: Have clearly defined responsibility and accountability for safety in their area of influence and are involved in HS&E activities.<br><br>Are responsible and accountable for issues such as (examples):<br><br>• Risk assessment<br>• Accident Investigation<br>• Safety Inspection<br>• Safety committee<br>• Completion of action plans
-
Show guidance
-
The auditor must seek evidence to determine the involvement of managers in the safety programme. Look at documentation such as risk assessments, committee meetings, actions plans, safety tours and accident investigations.
Element 2 - Employee Engagement and Behavioural Safety
2.1 Safety Committee
-
A Health and Safety Committee (or dedicated health and safety meeting) is in place which consists of senior management, line management, shop floor and representation from all departments.
-
Show guidance
-
The site should have a defined health and safety committee including all areas of the business. The committee should document and evidence participation from all levels within the committee. Shop floor representation is key to this.
-
• Photograph shows an example safety committee attendance register.
2.2 Safety Committee Meetings
-
Safety committee meetings (or similar forums e.g. management safety meetings) held at least 11 of the last 12 months.<br><br>A formal agenda is in place for the meetings. Records of the meetings are retained and distributed. Minutes of the meeting are placed on noticeboards. <br><br>Completion of actions is to a reasonable timescale.
-
Show guidance
-
The safety committee meeting forum should be held at a monthly frequency, defined agenda and minutes should be created to formally evidence the meeting.
-
• Photograph shows safety committee meeting agenda
2.3 Safety Committee Recommendations & Tracking
-
Recommendations/queries raised through committees are tracked, responsibilities assigned and follow up noted throughout their completion.
2.4 Visible Safety Signage through site
-
Clear visible safety signage is in place externally as you enter the site. <br><br>Days since the last recordable accident is displayed. <br><br>Berry CPI safety principles and safety policy are displayed.
-
Show guidance
-
When you approach a Berry CPI site, it should be clear that safety is important at the site. Some form of signage outside the building should be in place. In addition, the site should display the days since the last recordable accident and the Berry CPI principles.
• Photograph site safety performance displayed at entrance.

Element 3 - Regulatory Compliance
3.1 Regulations, Codes and Standards - Identification
-
There is a monitoring system in place to identify and review Health and Safety laws and regulations and applicable industry codes/standards.<br><br>The system includes emerging/evolving laws, regulations, codes and standards which and well as existing.<br><br>The site has a register/list of all applicable laws and regulations that apply to them.
3.2 Regulations, Codes and Standards - Requirements
-
The system clearly identifies what the site needs to do to comply with these laws and regulations.<br><br>The register/list contains details of what these laws and regulations require them to do.<br><br>The register also includes what permits/licences are required for the site to operate.
-
Show Guidance
-
The site should be able to demonstrate that it has a way of reviewing local health and safety legislation, codes of practice, corporate requirements etc to determine what requirements are placed upon them such as the need to conduct statutory inspections at a determined frequency, or the need to conduct training and refresher training, the need to test and sample for hazardous substances or noise, vibration etc., the need to report certain types of incidents to the local authorities or corporate departments or the need to obtain special permits/licences from local authorities.
These requirements should be listed in a 'Compliance Register' or similar list.
3.3 Training and communication
-
The identified requirements are clearly communicated to the appropriate personnel.
-
Show Guidance
-
The site must make sure that appropriate people are involved in ensuring legal/regulatory requirements are complied with. These employees must understand the 'what', 'how', 'when' and 'how often' and must, therefore, receive appropriate training.
3.4 Compliance
-
The system includes an assessment process that checks the site's compliance with the requirements set out in the laws, regulations, codes and standards identified in the questions above.<br><br>Any non-conformances identified are corrected.
-
Show Guidance
-
The site must be able to demonstrate that there is some form of ongoing assessment that ensures the site checks its compliance against the requirements of the laws, regulations, codes and standards identified in the questions above.
The system should also ensure that appropriate corrective action is taken when non-conformances are identified.
Element 4 - Risk Management and Higher Risk Tasks
4.1 Identification of risk assessment programme
-
There is a systematic approach in place to identify all hazards relating to all site activities.<br><br>A register of all factory plant and equipment is in place and kept up to date.<br><br>Risk assessments have been completed for 90% of all items on the register.
-
Show guidance
-
When reviewing the risk assessment programme of the site the auditor should question how the site identifies all hazards relating to the activities on the site. This is a broader overview of the hazards on site such as machinery, ergonomics, transport, fumes, noise, work at height, contractors etc.
Each site should create a register of all plant and equipment on site which is kept up to date. The register should form the basis of the risk assessment programme and enable sites to establish if all equipment has been assessed. As our processes are predominantly with the use of equipment this should provide the core part of the risk assessment.
The register must be made available to the auditor during the audit. This will allow the auditor to compare your completed risk assessments to the register of equipment. To achieve BLUE, risk assessments should be completed for at least 90% of all plant and equipment on site and must cover all identified hazards.
4.2 Formal risk assessment programme
-
Risk assessments completed cover all main tasks associated with the equipment and all identified hazards.<br><br>Risk Assessments are reviewed at least every 3 years.<br><br>Reviews must be conducted where there are changes.<br><br>Auditor to sample at least 5 Risk Assessments. This must include the following:<br>1. 2 task-related risk assessments (see guidance).<br>2. 2 production machine risk assessments.<br>3. 1 Maintenance / Engineering / Toolroom machine risk assessment.<br>
-
Show guidance
-
When conducting risk assessments for the equipment on the register we must also consider what tasks are carried out (e.g. tool changing, material changeover, cleaning, adjustments, setting, operation, product take off, packing, lifting operations, work at height, engineering toolroom equipment etc). The risk assessments completed for the equipment should not only consider how we protect people against machinery hazards but also consider the tasks carried out.
The way that this is documented is down to the site's individual preference. I.e. some sites may document one risk assessment for one machine and cover all tasks and hazards in the same document. Other sites may create separate risk assessment documents for each task and hazards associated with the equipment. The key issue is to ensure that all tasks are considered and risk assessed. Where risk assessments fail to identify all tasks then the site will be unable to achieve BLUE. It is the responsibility of the site to clearly demonstrate to the auditor that the risk assessments are comprehensive and cover all tasks. NOTE: If a site has the same equipment on site (e.g. same size/model injection moulding machines) then one risk assessment can cover all of the equipment and tasks which is the same.
The process of risk assessment should never be a one-off project but an ongoing process. Therefore all sites should review their risk assessments at least every 3 years. Any changes in processes or equipment should be subject to a risk assessment prior to being put into production/operation. Relevant risk assessments must also be reviewed following an accident or near-miss.
4.3 Quality of risk assessments
-
Risk assessments completed are detailed and robust. The risk assessments process identifies all related hazards, conducts an evaluation of the risk and identifies further controls where necessary.
-
Show guidance
-
Risk assessments should be comprehensive and completed to a good standard. Risk assessments should identify all potential hazards with the machine, process or tasks; conduct an evaluation of the risk (e.g. risk rating system) and identify further controls where necessary. The quality of risk assessments completed will be evaluated and graded by the auditor. If sites are unsure about the quality of their assessments it is advisable they communicate with other parts of the business to obtain samples of good practice.
4.4 Risk Assessments & Employee Involvement
-
Operational staff are primarily responsible for conducting risk assessments. <br><br>Relevant people involved (i.e. those involved in tasks) in the assessment process (All persons involved must be documented on assessment).<br><br>(Note: External companies should only be utilised for specialist areas e.g. chemicals, noise, asbestos).
-
Show guidance
-
It is important that the risk assessment process is owned and managed by the facility and not by an external third party consultant. Operational staff should be primarily responsible for conducting risk assessments with the support of others (e.g. shift supervisor, operator, engineer, safety officer etc). External companies should only be used for risk assessments if there is a specialist need for them (e.g. asbestos, air monitoring). Sites that rely totally on external expertise for risk assessment will score RED in this section.
4.5 Risk assessment training
-
Structured risk assessment training has been provided to all persons responsible for conducting risk assessments. This training should be refreshed every three years.
-
Show guidance
-
The auditor should check the names on the risk assessment documentation and seek evidence those persons have attended formal risk assessment training, which is documented. We should differentiate between someone who is responsible for conducting the assessment and someone who has been asked for their input (such as an operator). i.e. we would not expect to see training for those asked for their input only.
4.6 Risk assessment follow up
-
Improvement action plans are identified from the risk assessment process.<br><br>Operational staff responsible for implementation. Status regularly reviewed and implementation on schedule.
-
Show guidance
-
Risk assessments should and will highlight further recommended action to improve or reduce the risk to an acceptable level. The risk assessment will also identify measures which are needed to monitor and maintain the safeguards which are already in place. To ensure that all actions arising from risk assessments are managed appropriately formal actions plans should be developed. Actions plans should identify what needs doing, who is responsible for doing it and when it should be done by.
4.7 Dynamic Risk Assessments
-
The site has a ‘dynamic risk assessment’ process for dealing with unexpected, non-routine situations / tasks.<br><br>The process is documented.<br><br>The process includes:<br>• Identification of the hazards.<br>• An assessment of the risks.<br>• Identification of the actions required before proceeding with the task.<br>• Sign off by all those involved with the task.<br><br>Users of the dynamic risk assessment process must be trained in its use.<br>
-
Show guidance
-
Dynamic risk assessment is often known as ‘on-the-spot risk assessment’ or ‘two-minute risk assessment’.
Dynamic risk assessment is the practice of observing, assessing and analysing a work environment or situation, to identify and remove / reduce risk. The process allows individuals to identify hazards in a non-routine situation, on the spot, and make decisions in regards to what needs to be done to make the task safe (safer) before we start.
Sometimes workers find themselves working in irregular environments such as a maintenance employee attending a machine breakdown. A formal risk assessment is unlikely to have been carried out by the site and there is unlikely to be a safe system of work. In these type of situations the ability to carry out a dynamic risk assessment allows the employee to identify potential hazards and take the appropriate steps / actions to reduce the risk.
It is important to note that dynamic risk assessments should in no way replace risk assessments carried out by the site for routine activities. Should a dynamic risk assessment be conducted for the same non-routine task on several occasions, the site must take this as a signal that a normal / thorough risk assessment needs to be carried out and a safe system of work developed (i.e. the task should no longer be considered ‘non-routine’).
Those using the ‘dynamic risk assessment’ process must be adequately trained in its use.
All those involved in the task for which a dynamic risk assessment has been conducted must be aware of and in agreement with the assessment and the necessary controls before starting the task.
4.8 Higher Risk Operations – Major Lifting Operations Risk Assessments and Safe System of Work
-
The site has identified all (foreseeable) major lifting operations (e.g. mould change, barrel change, equipment move etc).<br><br>The auditor should review the list of lifting operations that have been identified to ensure it is adequate.<br><br>There are risk assessments and safe systems of work written for all identified major lifting operations.<br><br>The auditor should review 1 risk assessment and 1 safe system of work related major lifting operations.<br>
-
Show guidance
-
Risk assessments should be comprehensive and completed to a good standard. Risk assessments should identify all potential hazards linked with the lifting operation (must include equipment and tasks associated with the lifting operation). The risk assessment must evaluate the risk level (e.g. risk rating system) and identify further controls where necessary. The quality of risk assessments completed will be evaluated and graded by the auditor. If sites are unsure about the quality of their assessments, it is advisable they communicate with other parts of the business to obtain samples of good practice.
4.9 Higher Risk Operations – Major Lifting Operations Training
-
Training documentation in place for operator(s).<br><br>Training covers safe systems of work and key areas of risk assessment/task.<br><br>Documentation signed by operator and trainer.<br><br>Lifting operations only to be carried out by trained authorised persons.<br><br>Overhead crane/gantry control panels must be locked off to prevent unauthorised use.
-
Show guidance
-
Training in relation to lifting equipment should be present within selected employee records. Employees who are observed on the site tour using lifting equipment should be selected. The scope of the training should cover all the lifting equipment used by the employee. Training should be completed at suitable frequencies based on the risk associated with the work.
4.10 Higher Risk Operations - Major Lifting Operations Equipment Inspections
-
All lifting equipment and lifting accessories appear in good condition.<br><br>System in place to ensure all items are inspected and identified.<br><br>Inspections are up to date for all equipment.<br><br>All equipment is colour coded or tagged and labelled to show their inspection status and their safe working load:<br><br>Inspections are conducted every six months for lifting equipment used for lifting/lowering persons. E.g. passenger lifts, access platforms, window cleaning equipment.<br><br>Inspections are conducted every six months for lifting accessories (chains, slings, eye bolts etc).<br><br>Inspections are conducted every 12 months for all other lifting equipment not falling into either of the above categories, e.g. cranes, lifting block and runway beams.
-
Show guidance
-
The management and control of lifting equipment should be clearly evidenced. Equipment observed in use within the production area should be evidenced within records regarding a suitable inspection regime. The storage and management of lifting equipment should be demonstrated, by equipment not being left in areas that it may be potentially damaged.

4.11 Higher Risk Operations - Work at Height Risk Assessments and Safe System of Work
-
The site has identified all (foreseeable) work at height activities (e.g. roof work, work on top of machines, repairing / maintaining lights, racking, pipework etc).<br>The auditor should review the work at height activities that have been identified to ensure it is adequate.<br><br>There are risk assessments and safe systems of work written for all identified work at height activities.<br><br>The auditor should review 1 risk assessment and 1 safe system of work related to work at height.
-
Show guidance
-
Risk assessments should be comprehensive and completed to a good standard. Risk assessments should identify all potential hazards linked with the work at height (must include equipment and tasks associated with the work). The risk assessment must evaluate the risk level (e.g. risk rating system) and identify further controls where necessary. The quality of risk assessments completed will be evaluated and graded by the auditor. If sites are unsure about the quality of their assessments, it is advisable they communicate with other parts of the business to obtain samples of good practice.
The auditor should check the site have identified all work at height activities. Risk assessments should be completed for each one.
The assessment process should identify controls which are necessary for the task to be completed. When deciding on controls it is important to consider the complexity and duration of the task. Examples of controls are:
• Avoidance of work at height (e.g. gutter clearance using ground operated suction equipment)
• Prevention of falls (e.g. fitting guard rails, use of access equipment)
• Minimising the consequences (e.g. using fall arrest equipment such as a harness)
Ladder work should be avoided wherever possible particularly for non one-off tasks.
Training records should be checked by the auditor e.g. use of a ladder, use of a MEWP, use of a safety harness.
All work above ground level is classed as working at height.
• Photograph shows work platform with fixed ladders, flick gate and edge protected work area. Second photograph shows unsuitable access step.

4.12 Higher Risk Operations – Work at Height Training
-
Training documentation in place for operator(s).<br><br>Training covers safe systems of work and key areas of risk assessment/task.<br><br>Training is recorded.<br><br>Work at height only to be carried out by trained and authorised persons.<br><br>Work at height equipment (ladders, MEWPs, ‘Cherry Pickers’, scaffolding etc) must be locked off to prevent unauthorised use.
-
Show guidance
-
Training in relation to working at height and work at height associated equipment (harnesses, fall arrest equipment, ladders, cherry pickers, mobile elevated working platforms (MEWPS), scaffolding etc.) should be present within selected employee records. Employees who are observed on the site tour working at height should be selected. The scope of the training should cover all the W@H tasks carried out and the equipment used by the employee. Training should be completed at suitable frequencies based on the risk associated with the work.
4.13 Higher Risk Operations – Work at Height Roof Work
-
Access to roof areas is restricted and controlled.<br><br>Edge protection or fall restraint systems are provided where people may need to work near unguarded roof edges or fragile materials. <br><br>Suitable signage is in place at access points.
-
Show guidance
-
• Photograph shows factory roof edge protection.

4.14 Higher Risk Operations - Work at Height Ladders
-
Access equipment is restricted and secure (e.g. ladders locked off, keys removed from Mobile Elevated Work Platform).<br><br>All ladders, steps and access platforms should form part of an internal register.<br><br>All equipment should be subject to a documented 3 monthly check.
-
Show guidance
-
• Photograph shows damaged ladder within production on area, and steps missing handrail.

4.15 Higher Risk Operations – Permits to Work Needs Analysis
-
The site has used a systematic approach to identify the need for ‘Permits to work’ for certain higher risk activities.
-
Show guidance
-
In order to properly identify the need for Permits to Work, the site needs take a systematic approach such as a survey of the site, a review of all tasks, review of all occupations / roles, reviews of risk assessments, employee involvement etc.<br><br>With this information, the site should be able to determine what Permits to Work systems it needs. Examples include:<br>• Work at Height<br>• Confined space entry<br>• Hot work **<br>• Work with energy sources (such as electricity)<br>• Major lifts / hoists<br>• Excavation permits<br>The auditor should check that the site has carried out thorough reviews to determine its permit needs. The auditor should ensure that the site has properly identified its permit needs. The auditor should not accept ‘not applicable’ for permits such as ‘Work at Height’, ‘Major Lifts / Hoists’, ‘Hot Work’ and ‘Work with energy sources’ as these high hazard activities are almost certainly possible at all sites at some point in time.<br><br>**NOTE – hot work permits are not required when hot work is conducted in a designated area such as a welding bay (assuming the welding bay is set up safely i.e. clear of combustibles, fire extinguisher to hand etc).
4.16 Higher Risk Operations – Permits to Work Systems
-
The site has developed permit systems for each of the high hazard activities identified above.<br><br>Each permit system has the following features:<br><br>• Formal issuing system<br>• Issuing authority is specified.<br>• Permit issuers trained.<br>• Employees at risk trained.<br>• Training records maintained.<br>• Permit copies retained.<br>• Permits are used for hazardous activities undertaken by Berry personnel and contractors alike.
-
Show guidance
-
• The system to issue permits must be explained in writing and must include procedures and conditions for issuing the work permit. The system should describe methods to obtain permits during both normal and late or unusual shift operating hours.
• The written system for issuing work permits must specify the personnel in the organisation who have the authority to issue each type of permit.
• Each person who has the responsibility for issuing work permits must be formally trained prior to being allowed to issue work permits. The training must be formal and must cover the following:
o The situations requiring the use of permits
o The permit issuing procedures, including the forms and signatures required and records to be kept.
o Special precautions which must be followed for the type of work which the permit is issued.
o Procedures for the use of specialised equipment required by the issuing permits(s) such as explosive atmosphere monitor, oxygen level meters etc.
• Employees who are involved in work requiring work permits must also receive formal training regarding the permit system. Employee training should include the following:
o Work requiring the issue of work permits.
o How to initiate a request for a permit.
o Special conditions which may require permit renewal (a shift change etc).
o Required precautions for work involving permits.
• Written records should be kept of each individual trained, the training received and the date(s) of training and retraining.
• A written record of all permits issued should be kept.
4.17 Safe Systems of Work - Process
-
There is a systematic process in place to identify, develop and create safe systems of work.
-
Show guidance
-
The site should demonstrate that they have a systematic process to follow for the development of safe systems of work (procedures). Ideally, the auditor would see a documented procedure that describes the process. The procedure should contain information such as when a safe system of work is required, who creates them, what format they should be in, the use of photos etc. A standard template/format is advisable.
4.18 Safe Systems of Work - Completion
-
Safe Systems completed cover all tasks/activities.<br><br>Systems are derived from the risk assessment process.<br><br>Safe systems are reviewed at least every 3 years.<br><br>Reviews must be conducted where there are changes.<br><br>Operators involved in development.<br><br>Auditor to sample at least 5 Safe Systems of Work / Work Procedures. This must include at least:<br>1. Work at Height related SSW<br>2. Lifting Operations related SSW<br>3. Maintenance / Engineering / Toolroom machine SSW.
-
Show guidance
-
Safe systems of work (procedures) should be in place covering all of the activities and tasks completed on site. The safe systems should derive from the risk assessment process so the auditor should be able to see some type of link. We would suggest when you review a risk assessment document then you also ask for the safe system of work for the activities within it (e.g. clearing a blockage on a granulator, unloading a wagon, use of the overhead crane etc). Observation of the tasks undertaken should match with risk assessment / safe systems of work.
The safe systems of work for lifting tasks and work at height tasks should also be linked to the risk assessment process and cover in detail the safe methodology for lifting/work at height operations. This should reference and be linked to equipment in use on-site. If new equipment is being used the safe system of work should be updated to evidence this review process.
All persons using machinery in the maintenance room should have suitable qualifications/training to use the equipment. However, the site must also have their own internal procedures or rules in place about the safe use of the equipment. The auditor should interview maintenance team members to check their understanding of procedures and safe systems of work.
4.19 Safe Systems of Work - Quality
-
Safe systems of work are:<br>• Comprehensive/robust<br>• Easy to follow<br>• Include photographs
-
Show guidance
-
The auditor must check the quality of the safe systems of work. The safe system of work should provide a step by step process to undertake the task safely. The information within should be concise to ensure it can be easily read and understood. Excessive amounts of information are unlikely to be effective as an operator will not digest and remember it. A safe system of work should contain photographs to clarify the instruction and ensure workers with limited local language skills can understand.
4.20 Safe Systems of Work - Communication and training
-
Relevant people have been formally trained to the safe systems of work.<br><br>Documented training records are in place.<br><br>Review of SSW? In line with RA reviews i.e. at least every 3 years, when equipment is altered or changed, when there has been an accident / near miss.<br><br>(Auditor must review 3 documents)
-
Show guidance
-
The auditor should check employee sign off on at least 3 safe systems of work. These should be safe systems of work related to actual events seen on the factory tour.
Element 5 – Incident Reporting and Investigation
5.1 Effectiveness of hazard and near-miss reporting
-
Hazard and near-miss reporting is robust, well-integrated and the workforce are fully engaged in the process.<br><br>Sites should be aiming for 6 hazard reports per person each year.<br><br>(Note: these should be actual hazard reports and not purely maintenance requests).
-
Show guidance
-
In addition to measuring the number of hazard and near-miss reports in relation to employee numbers, the auditor must also ensure the hazard and near-miss reports are safety-related and not maintenance requests. The auditor should check the source of the reports to ensure they are not all created by management. Shop floor employees must be fully engaged to achieve BLUE. Accidents are effectively any unplanned event that results in injury or ill-health to people, or damages equipment, property or materials. Every accident must be reported and recorded no matter how minor the severity or injury. A Near Miss is an event or situation that could have resulted in injury, damage or loss. A hazard can be any circumstance that has the potential to cause harm. Hazards will always exist in our workplace to a certain extent and we must be able to recognise these to remove them to prevent it causing an incident. A hazard can be almost anything and is not just restricted to obvious physical issues such as a trailing lead, damaged guard or a blocked fire exit. A hazard could be unsafe behaviours or acts. Therefore we need to ensure that we record and highlight unsafe acts and behaviours in order for us to take remedial action and prevent an incident occurring. All sites must have a formal system for hazard and near-miss reporting in place. To supplement this ALL employees must have received training and instruction in what they should report and how. Auditors will need to see clear documented evidence that systems are in place and the training has been conducted.
5.2 Written accident investigation procedures & root cause analysis
-
Written accident investigation programme in place.<br><br>Operational staff have primary responsibility for conducting investigations.<br><br>Investigations are completed to a good robust standard.
-
Show guidance
-
The auditor must check the accident investigation process is robust and detailed. We suggest the auditor selects two to three reports depending on the accident history of the site. The investigation documentation should contain information such as:
• All factual details (time, injury, location, equipment etc.)
• Written Statements (from witnesses, first aider, supervisor etc.)
• Photographs
• Sketches
• Technical Analysis
• Analysis of causation factors
• Root Cause Analysis
Note: the Berry group PowerPoint presentation for accident reports does not constitute a full accident investigation. It is only a communication document.
5.3 Root Cause Analysis
-
Root cause analysis is conducted for all incidents (apart from minors or near misses with low potential to cause a Recordable incident). <br><br>Root cause analysis should be conducted as a team and involve a senior manager.
-
Show guidance
-
Root cause analysis must be effectively completed and conducted to score Blue. A common fault found is sites simply stating a root cause without showing how they came to that conclusion. The root cause process must be documented to achieve Blue.
5.4 Risk Assessment for Recordable accidents
-
The risk assessment has been reviewed for every recordable accident and near-miss (with the potential to cause a Recordable accident). A risk assessment MUST be completed if not already in place.
-
Show guidance
-
For each accident investigation the auditor checks, they must ask for the new or reviewed risk assessment. An accident investigation is not a risk assessment.
5.5 Recordable Accident Management (Including High Potential)
-
All Recordable accidents have been subject to detailed & robust investigation and follow up to prevent recurrence.<br><br>The General/most senior Manager of the site has signed off each investigation form to clarify effective preventative controls have been identified and introduced.
-
Show guidance
-
Any Recordable accidents must have an appropriate detailed investigation with effective remedial measures. The most senior manager on site MUST sign off every Recordable accident to clarify they are happy with the investigations and its conclusions. High potential accidents and near misses should also be investigated.
5.6 Co Worker Interviews
-
Co-workers interviewed at the time of injury by supervision and/or safety/HR staff (only for Recordable incidents / potential recordable incidents). Process completed for investigations completed.
-
Show guidance
-
The auditor must see documented evidence that interviews are conducted. These should be signed off by all the people involved. These documents are not necessarily a written statement by the witness - they can also be notes taken by the interviewer. Either way, they must be signed off as accurate by all people involved.
5.7 Root Cause & Accident Investigation Training
-
Accident investigation training documented for management, supervisors, and safety committee or works council.<br><br>Training provided within the past 3 years.<br><br>Training must include root cause analysis.
-
Show guidance
-
Auditor to check sample training documents of persons who have attended the training. The accident training should demonstrate that the employee fully understands the Berry CPI accident investigation process.
Element 6 - Corrective and Preventative Actions
6.1 Corrective and Preventative Actions - System
-
The site has a system that ensures corrective actions that are raised are tracked and completed.<br><br>The system covers actions raised in:<br><br>• Health and safety committee meetings.<br>• Inspections.<br>• Incident investigations.<br>• Hazard and near-miss reports.<br>• Risk assessments (all types).<br>• Machine guard checks.<br>• Surveys (noise, air, thermographic)<br>• FM Global reports<br>• Management of Change reviews<br>• Etc<br><br>The system allocates responsibility for each action.<br><br>The action tracking system shows where the action has originated (i.e. accident investigation, inspection, risk assessment etc)
-
Show guidance
-
It is important to ensure that there is a system in place to record all deficiencies identified through a variety of key sources such as health and safety committee meetings, general inspections, incident investigations, hazard and near-miss reports, risk assessments (all types), machine guard checks, surveys such as noise, air and thermographic.
All actions should be documented and allocated to a responsible person and a due date. When actions are completed they should be formally closed off on the documentation. This should be in the form of an action log.
6.2 Corrective and Preventative Actions – Action completion
-
90% + of actions are completed to a reasonable timescale.
Element 7 - Housekeeping and 5S
7.1 Planned General Inspections
-
An internal documented safety inspection schedule exists.<br><br>Both management & employees participate.<br><br>Undertaken at sufficient frequencies and covers all departments.
-
Show guidance
-
All sites must conduct regular safety inspections. The frequency and depth of inspection will depend on the size and complexity of the site. Safety inspections should be effective. Examples include internal inspections assessing PPE, slips and trips, unsafe acts, Housekeeping, First Aid and general site hazards and compliance. This should cover all departments and be completed at least monthly. Auditor should ensure they see documents and schedule.
7.2 Housekeeping Programme
-
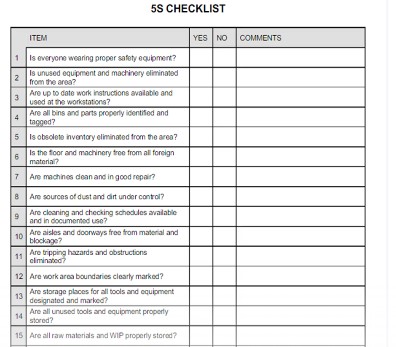
A formal housekeeping programme has been implemented (e.g. 5s system).
-
Show guidance
-
The auditor should primarily review the housekeeping standards through the site tour. This will ultimately determine the grade awarded. The grade will come down to the auditor's judgement on what they see during the day.
7.3 Maintenance /Engineering / Toolrooms - Housekeeping
-
Housekeeping is to a high standard and a 5s system is in place.<br>(i.e. good storage and organisation of equipment and consumables, aisles clear, cleanliness, no trip hazards, chemicals, oils, aerosols etc.)
-
Show guidance
-
• Photograph shows poor housekeeping internally and externally.
-
• Photographs shows good housekeeping standards.


Element 8 – Training and Communications
8.1 Safety Training for Initial Job Instruction
-
Safety induction and departmental orientation both documented and maintained.
-
Show guidance
-
Induction training must include health and safety. The induction process must be formalised (e.g. documented presentation) and include a summary of all the main health and safety issues e.g. key risks, emergency arrangements, PPE, contact, incident reporting etc. The auditor should check induction for 3 employees.
8.2 Identification of Employee Training Programmes
-
A systematic approach is in place to identify employee's training needs (risk assessment, safe systems of work, loss history, legislation etc is used to identify needs).<br><br>Programme is documented (e.g. using training matrix).
-
Show guidance
-
The site must demonstrate they have a formal process in place to identify, deliver and monitor health and safety-related training. This is normally in the form of a training matrix.
• Photograph shows training matrix with employee and task tracker.

8.3 Delivery and completion of training programmes
-
Training identified through the matrix system has been delivered and is fully documented.
-
Show guidance
-
The auditor must select a minimum of 3 random samples from people seen on site and check their training records. The records should reflect the type of work they carry out.
8.4 Training effectiveness
-
Training has an evaluation and verification process in place (e,g. observation/exam).<br><br>Refresher training is identified and provided.
-
Show guidance
-
When training is provided to employees there must be a process in place to ensure the training has been properly understood. A means of verifying this is therefore required - e.g. through documented observation of employees. Verification could be in the form of a short written test after a training session has been delivered or it could be through observation of the employee completing a certain task. The site must demonstrate to the auditor that there is a process in place and that it is documented.
8.5 Noticeboards
-
The site has enough EHS noticeboards to ensure that all employees have the opportunity to see at least one during the working day.<br><br>The information on the EHS noticeboards is relevant and up to date.
-
Show guidance
-
There should be an adequate number of EHS noticeboards on site to ensure all employees pass at least one during the working day. The information on noticeboards must be relevant and up to date. EHS noticeboards should contain information such as EH&S policies, accident statistics, the site H&S plan, H&S committee meeting minutes, hazard and near-miss information etc.

Element 9 – Personal Protective Equipment
9.1 Identification and selection of PPE
-
PPE is selected using risk assessment, suitable PPE has been provided.<br><br>Mandatory foot protection is in place.
-
Show guidance
-
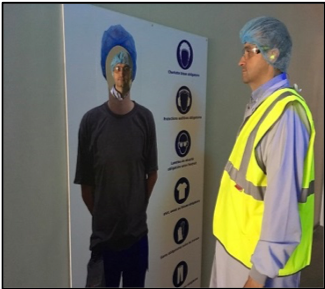
Although PPE should only be used as a last resort it is commonly found throughout the Berry CPI operations as it is necessary where alternative controls are not viable. Examples of PPE used throughout Berry CPI are:
• Safety Shoes
• Eye Protection
• Face Protection
• Protective Gloves
• Dust Masks
• Ear Defenders
• Head Protection
It is important that the type of protection is specified in risk assessments and/or safe systems of work. Simply stating “safety gloves” is not adequate. The type of glove should be specified for that task so it provides the correct level of protection against the hazard.
Photographs show good PPE Usage. -
-


9.2 Issue of PPE
-
When PPE is issued to employees a documented record is kept.
-
Show guidance
-
When personal protective equipment is provided to employees then a record should be kept. This does not apply to disposable PPE such as disposable hearing protection.
9.3 PPE Training
-
Employees are trained in the use of PPE issued to them.<br><br>The training is recorded.
9.4 Use and enforcement of PPE
-
Employee compliance with PPE requirements is enforced and formal checks on the condition of PPE are documented.<br><br>Employees are observed correctly using PPE.
-
Show guidance
-
During the site tour observe if employees are wearing their PPE correctly. There should be documented evidence that site management is checking (e.g. through safety tours and audits).
• Photograph shows best practice PPE dispensing system

Element 10 - Management of Change
10.1 Management of Change (MOC) - Reviews
-
There is a system in place that ensures Management of Change reviews are undertaken.
-
Show guidance
-
In its most basic form, a management of change (MoC) system simply ensures that a risk assessment is carried out before a change is made to anything. This could be a change to a product, material, equipment or someone’s job. We must make sure that, for any changes that may affect our health and safety, we follow a system that ensures we record the change, do a formal risk assessment and manage the actions that are required to make sure the change does not increase the risk of an accident.
The site must ensure MoC reviews are conducted for :
• New projects.
• New assets.
• All permanent engineering modifications
• All changes of operating conditions outside approved working parameters.
• The introduction of new chemicals/materials or new use for existing chemicals/materials.
• Instrument changes such as control valve trim adjustments or changes to alarm settings.
• Any maintenance activity that does not involve replacing ‘like for like’ equipment or components.
• All temporary engineering modifications.
• Redundancy or disposal of assets.
• Changes to buildings or other civil structures.
• Changes in equipment software.
• Changes of supplier.
10.2 Management of Change (MOC) – Risk Assessment
-
The system includes a Risk Assessment process to help categorise/prioritise proposed changes
-
Show guidance
-
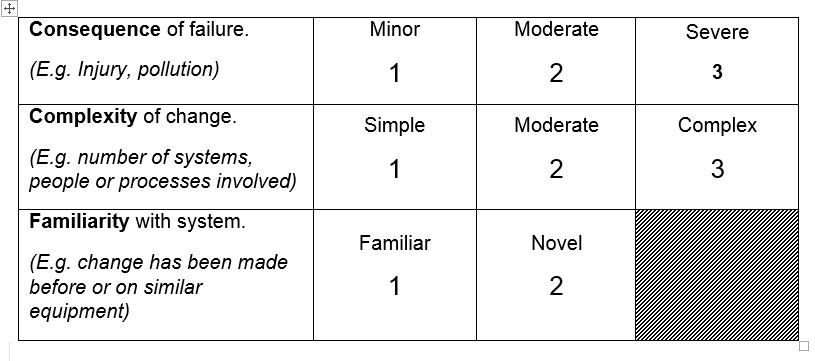
A good Management of Change system would have a 'filtering process' to help decision-makers decide whether or not formal MoC is required for the proposed changed. A simple matrix as shown below can be used to help conduct a quick and simple filter. The user would add up the score for each of the 3 questions. If the score is more than '3' then the full MoC process is required.
-
If a full MoC assessment is required then a further, more detailed Risk Assessment should form part of the MoC process.
10.3 Management of Change (MOC) - System
-
The Management of Change system includes the following:<br>1. Named ‘Responsible Person’.<br>2. An established and written procedure and MoC forms/documents.<br>3. A staged (multi-level) approval process.<br>4. Identification of control actions.<br>5. Final review and approval.
10.4 Management of Change (MOC) - Training
-
Those responsible for using/implementing the MoC system have been adequately trained.<br><br>Training records exist.<br><br>Training is refreshed every 3 years.
Element 11 - Equipment Inspections and Preventative Maintenance
11.1 Planned Preventative Maintenance
-
The site has a planned preventative maintenance system which includes the following elements:<br>• Identification of all equipment.<br>• Identification of maintenance methods and procedures for each piece of equipment.<br>• Frequencies established.<br>• Responsibilities assigned.<br>• Reporting requirements established.<br>• System for record keeping.<br>
-
Show guidance
-
Score Blue if system includes all elements. Score green if 1 or 2 elements are not included in the system. Score yellow if 3 elements are not included in the system. If 4 or more elements are missing then score red.
11.2 External Inspections of safety-critical equipment (e.g. pressure systems, lifting gear, statutory checks etc.)
-
There is a formal schedule of inspection in place for all safety-critical equipment. Inspections completed and actions corrected to a reasonable timescale.
-
Show guidance
-
The auditor should select a piece of equipment as a sample and check the status of the report e.g. a pressure vessel.
11.3 LEV (Local Exhaust Ventilation) testing
-
LEV testing is conducted at suitable periods and is documented.
-
Show guidance
-
Where extraction systems are installed to remove dust or fumes from processes then they must be periodically examined/tested to ensure they are operating efficiently. This should be completed by a competent person and be documented typically every 12 to 18 months.
It is likely that most sites will have a need for an LEV - for example, most sites undertake welding and therefore should have some form of LEV in place.
Photograph – Shows mobile LEV unit.

11.4 Storage & Racking
-
Storage arrangements are suitable (e.g. block stacked products) and racking in sound condition. <br><br>Adequate protection of racking uprights provided.<br><br>Formal (documented) checks of racking MUST be completed quarterly and defects remedied.
-
Show guidance
-
• Photograph shows palletised storage racking with protection and floor markings

Element 12 - Hazardous Energy Control
12.1 Lock Out/ Tag Out - Procedures
-
Written procedures are in place for the isolation and immobilisation of equipment (Lock Out/Tag Out (LOTO)).<br><br>Procedures address all energy sources (pneumatic, hydraulic, electrical, gravity etc.) and clearly explains when lock out is required.
-
Show guidance
-
The procedures for LOTO should reflect the system that is observed by the auditor through the site tour. The procedures should be comprehensive but easy to understand. The procedures should address all potential energy sources such as electricity, compressed air, hydraulics, gravity.
12.2 Lock Out/ Tag Out - Implementation
-
The LOTO system appears to be used properly and is working effectively (use observations on the site tour as well as documentation review to assess this).<br><br>A Lock Out book is kept to record details of use.
-
Show guidance
-
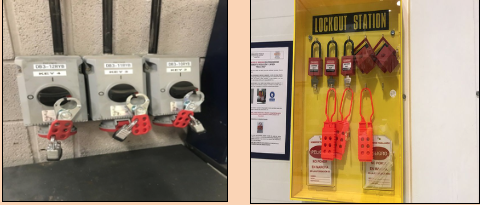
The auditor must look for evidence that the lock out tag out system in place is effective and properly utilised. During the site tour, the auditor should identify where maintenance activities are taking place and question the LOTO requirements if applicable. Where fixed guards are removed from machines or safety switches are disabled then LOTO must apply. There may also be other circumstances such as working within large machines/enclosures where access doors could be closed and the machine energised. Personal locks should be in place for applicable site personnel e.g. employees entering machinery.
• Photograph shows isolation padlocks and lockout and isolation boards
12.3 Lock Out/ Tag Out - Training
-
All relevant persons (e.g. engineers) have been formally trained in the LOTO procedures and this is documented.
-
Show guidance
-
The name of at least one maintenance engineer should be taken from the site tour and the training record checked against the LOTO procedures.
12.4 Lock Out/ Tag Out - Monitoring compliance
-
The site actively monitors the use of the LOTO procedures through audits or formal checks.
-
Show guidance
-
There must be documented evidence that the LOTO system is monitored. One-off specific checks are adequate as well as a general audit. The frequency of checks will depend on the size of the site. The larger the site the more checks the auditor should expect to see.
12.5 Electricity Cabinets
-
All electrical cabinets must be closed and locked.
-
Show guidance
-
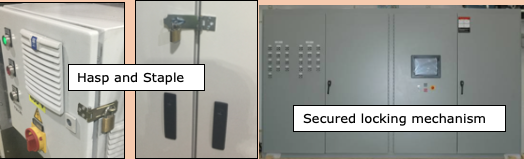
All electrical cabinets across the site must be locked to prevent unauthorised, unqualified or untrained persons accessing electricity. A person can demonstrate competence to perform electrical work if they have successfully completed an assessed training course, run by an accredited training organisation that included the type of work being considered. As part of that course, this person should have demonstrated an ability to understand electrical theory and put this into practice. Consumer units (RCD Switch Panels) do not require isolation, as long as all switches are in place and the cover panel is adequately secured. In the event that a circuit is isolated in order for work to be carried out, then this should be locked off so that power cannot be applied.
Electrical panels locked with both hasp and staple and secured locking mechanism
12.6 Electricity Management
-
Keys for all electrical cabinets must be retained by competent persons.<br><br>A register must be in place and up to date for competent persons.
-
Show guidance
-
All electrical cabinets across the site must be locked to prevent unauthorised, unqualified or untrained persons accessing electricity. A person can demonstrate competence to perform electrical work if they have successfully completed an assessed training course, run by an accredited training organisation that included the type of work being considered. As part of that course, this person should have demonstrated an ability to understand electrical theory and put this into practice.
The register can be a simple list of those trained and authorised to access electrical cabinets. The list should contain the signatures of the approved person and the approver.
Electrical panels locked with both hasp and staple and secured locking mechanism
Element 13 - Machine Guarding
13.1 Fixed Guarding Direct Access (Access to Dangerous Parts)
-
All fixed guarding must be in place, in good condition and held in place with fastenings that require a tool to undo them.
-
Show guidance
-
Fixed Guarding - A fixed guard is part of a machine that guarantees protection by means of a physical barrier. The guard may consist of a safety fence, barrier, covers or similar. Fixed guards make it more difficult to access the machine physically. Fixed guards must be fixed by systems that can be opened or removed only with tools. Where possible, guards must be incapable of remaining in place without their fixings.
-
Fixed guarding around Robot

13.2 Guarding Issues (Deterioration, screws missing, poor state)
-
All guarding free of deterioration, missing screws and in a good state.
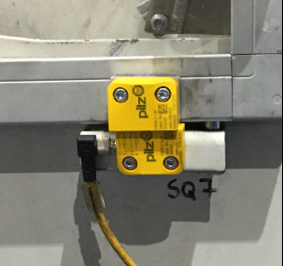
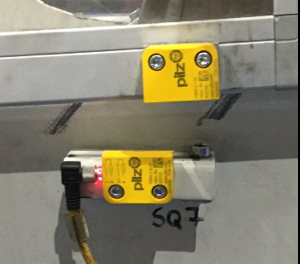
13.3 Non-Fixed Interlocking Guards
-
All non-fixed interlocking guards must be in place and in good condition.<br><br>All non-fixed interlocking guards must be connected mechanically to the machine frame or to a fixed part. (Guards may be hinged or railed)<br><br>Opening a non-fixed interlocked guard immediately stops the equipment it protects.
-
Show guidance
-
Non-fixed interlocked guards are a practical way to prevent access to the dangerous rotating/moving parts where access to the tooling etc is occasionally needed during the work process. Non-fixed guards must be connected mechanically to the machine frame or to a fixed part close to the machine. The guard may be hinged or rail-mounted that can be opened without using a specific tool and are only effective when they are closed. Non-fixed guards are associated with interlocking devices and when opened the interlocking device ensure that all hazardous functions are stopped and an unexpected restart is reliably prevented.
Auditor to select 3 random machines to observe that all safety devices are in good condition and fully functional. -
Live example - Guard closed with interlock engaged and correctly aligned.
-
Live example - Guard open with Interlock disengaged in order to prevent hazardous movement.

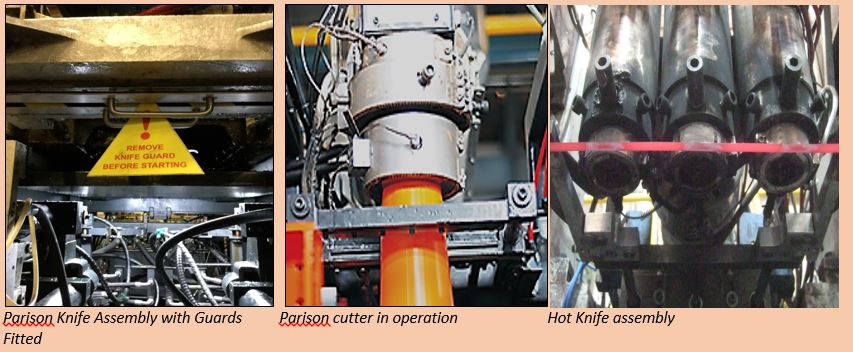
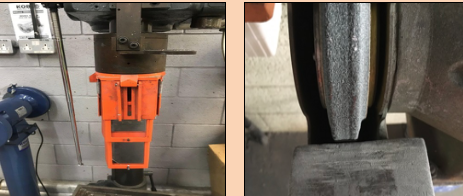
13.4 Parison Knife Assemblies
-
All blow moulding machines that have shear knives must have knife guards available at machine point.<br><br>Appropriate PPE must be in place for working in and around Parison cutters. (Hot and Cold).<br><br>The use of Parison knife guards must form part of a safe system of work.<br><br>All persons must be trained in line with the safe system of work.
-
Show guidance
-
Shear Knives (Parison cutters) on blow moulding machines are extremely dangerous if handled carelessly. When the blow moulding machine is not in use, on maintenance or on tool change then the open blades of the assembly must be suitably and sufficiently guarded. Appropriate PPE must be identified that allows for trained persons to carry out tasks on or in and around the parison cutting assembly (heat resistant gloves, Cut level 5 gloves etc). A safe system of work must be in place that is a formal procedure based on a systematic examination of work in order to clearly identify the hazards. It defines safe methods of working which eliminate those hazards or minimise the risks associated with them.
It is the responsibility of sites to develop safe systems of work with the involvement of both competent persons and employees who will carry out the work. Safe systems of work are developed using the process of task analysis which involves breaking work down into a series of steps so that hazards can be identified and risk controlled at each step using technical, procedural and behavioural controls. Safe systems of work must be implemented and monitored to ensure continued effectiveness. -
-

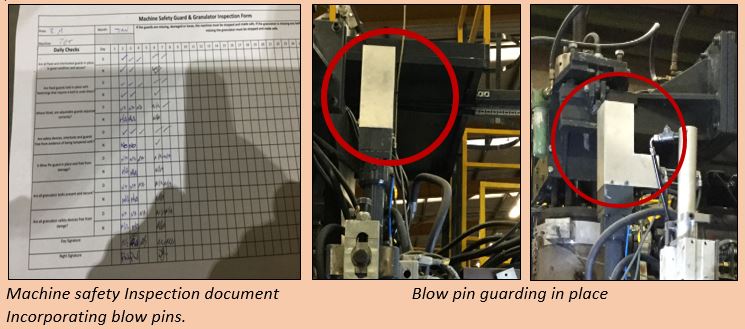
13.5 Blow pins on machines
-
All blow pins on blow moulding machines must have suitable guarding in place.<br><br>All blow pin guards are fixed in position and held in place with fastenings that require a tool to undo them.<br><br>All blow pin guards must be in good condition and free from damage.<br><br>The blow pin guarding must form part of the machine safety checks.
-
Show Guidance
-
Blow pins move under hydraulic pressure and with extreme force. Blow pin guards prevent access to the hazardous area. Blow pin guards must be fixed by systems that can only be removed with tools.
Blow pin guard Inspections – Blow pin guard inspections must be carried out by employees on every shift with any defective guarding documented and repaired immediately. -
-
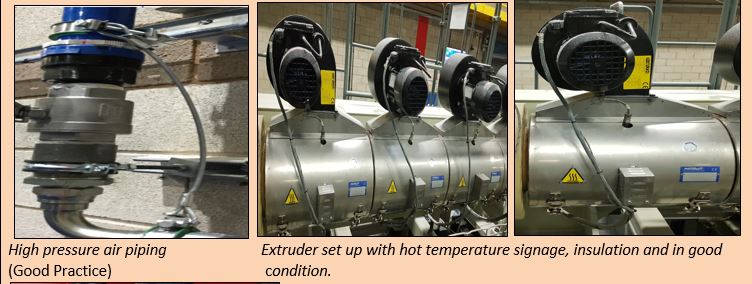
13.6 Extruder (Screw and Barrel)
-
Heat insulation on the Screw and Barrel must be in place and in good condition.<br><br>Hot parts above 80 °C need to be protected against accidental contact, using guards or insulation.<br><br>Where hot parts are necessarily exposed (extruder and head) warning signs are required.<br><br>Screw and Barrel areas must be free from plastic, clean and well maintained.
-
Show guidance
-
Access to rotating screws must be guarded at all times when operational. Protection of hot parts above 80 °C against accidental contact using guards or insulation is advised. Where hot parts are necessarily exposed warning signs are required. It is good practice that high-pressure hoses (Hydraulic/Air) are secured in place correctly.
-
-
High-pressure hydraulic hoses (good practice).

13.7 Platen and Moulding Area
-
Access to the moulding area must be suitably and sufficiently guarded at all times.<br><br>Accessing the moulding area from the extruder platform must be fully guarded.
-
Show guidance
-

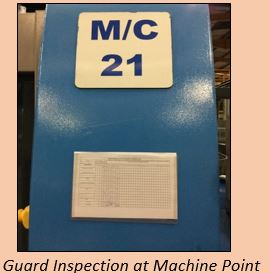
13.8 Machine Guarding - Pre-use Checks (Granulators and Ancillary equipment to be included)
-
Employees must carry out visual guard inspections every shift. These must be documented. This is to ensure hazardous areas cannot be accessed.<br><br>All inspection documents must be available at machine point.
-
Show guidance
-
Guard Inspections – Guard inspections must be carried out by employees on every shift with any defective guarding documented and repaired immediately.
Ancillary equipment E.g. Stretch Wrap Machines, Pick and Place Robots, etc. must be included within the guarding inspections.
Fixed Guarding - A fixed guard is part of a machine that guarantees protection by means of a physical barrier. The guard may consist of a safety fence, barrier, covers or similar. Fixed guards make it more difficult to access the machine physically. Fixed guards must be fixed by systems that can be opened or removed only with tools. Where possible, guards must be incapable of remaining in place without their fixings. -
Operator Checks (Granulators)
-
Monthly Checks (Granulators)
-
Guard Inspection at Machine Point (Granulators)
-
Fixed guarding around Robot


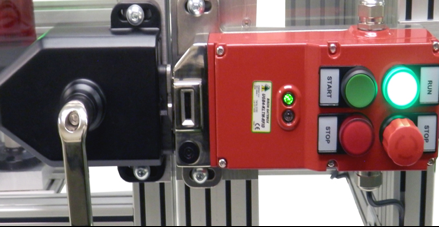
13.9 Emergency Stops, Interlock and Optical Safety Device Testing (Granulators to be included)
-
All emergency stops, interlock devices and optical safety devices must be in good condition and fully operational at all times.<br><br>Full testing of safety interlocks, emergency stops and Optical Safety Devices must be conducted at monthly intervals and the findings documented. (Minimum is monthly or during prolonged stoppages and downtime).<br><br>Operation of emergency stops immediately stops the equipment it protects.<br><br>All interlocking devices must be correctly aligned and securely attached to guards.<br><br>Opening an interlocked guard immediately stops the equipment it protects.
-
Show guidance
-
Safety Interlocks - Safety interlock devices are a means of safeguarding that monitors the positon of a guard or gate. They can be used to control personnel access and prevent a machine from starting with a guard open.
Sites must be able to physically demonstrate that safety devices are in full working order and form part of a structured documented programme. All functions must not operate at any time when interlock guards are open or emergency stops are activated.
Emergency Stops - An emergency stop button is a button that is used only when the functions of a machine need to be halted immediately. These buttons can be pressed when anything regarding the machine's functions or the operator's surroundings poses a threat to safety.
Optical Safety Devices are used to safeguard personnel in the vicinity of moving machinery with the potential to cause harm such as presses, winders and palletisers. Safety Light curtains can be used as an alternative to mechanical barriers and other forms of traditional machine guarding. By reducing the need for physical guards and barriers, safety light curtains can increase the maintainability of the equipment they are guarding.
Auditor to select 3 random machines to observe that all safety devices are in good condition and fully functional. -
Door lock device with reset button
-
Magnetic Safety Interlock correctly aligned
-
Fork pronged interlock device


13.10 Granulator Safety
-
All granulators must be suitably and sufficiently risk assessed by trained and competent persons. <br><br>All fixed guarding must be suitable and sufficient, in good condition and held in place with fastenings that require a tool to undo them.<br><br>Granulators must be fitted with adequate proximity guarding to prevent access to moving parts when under a powered motion or when running down.<br><br>Granulators fed by conveyors should be fitted with trip wires to prevent potential body access.
-
Show guidance
-
Reaching through the feed opening and the hopper is strictly prohibited and this should be prevented by design, i.e. size of feed opening in the hopper and its position, to prevent the operator reaching the blades when standing at the highest accessible feeding position (eg from a platform etc).
Granulators fed by conveyors - If the granulator is fed by a conveyor it must not be possible for operators to access the blades by reaching through the feeding point.
Reaching into cutting chamber with hopper removed - When the hopper can be removed or hinged out of position before the rundown period is completed, then an interlocking guard with guard locking should be fitted to prevent access until all hazardous movement has stopped. -
Granulator Guarding with correct fastenings.
-
Granulator hinged open.
-
Interlock present to prevent movement when granulator is hinged open.
-
Granulator feed opening restricted by proximity guarding.
-
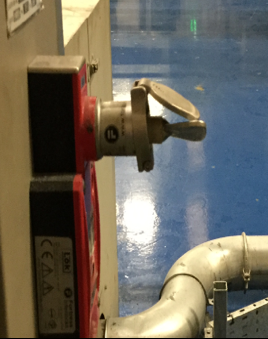
Key release safety interlock on granulator.
-
Dual key release safety system on granulator.


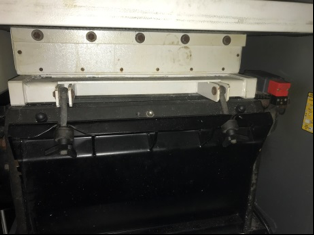


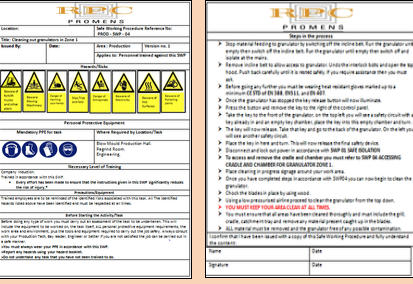
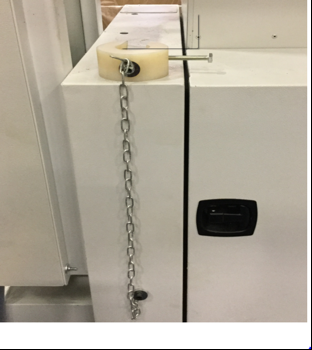
13.11 Granulator Maintenance and Cleaning
-
A safe system of work for maintenance activities and cleaning must be in place that includes a lock-off procedure.<br><br>All identified employees must be fully trained in accordance with the safe system of work.<br><br>Training must be formally documented.<br><br>A blade restraint must be in place and attached to the granulator that prevents blade rotation under gravity.<br><br>Granulators hoppers/hoods must be fitted with a mechanical restraint device to prevent inadvertent closure of the feed hopper/ hood.
-
Show guidance
-
BEFORE CARRYING OUT ANY WORK ON GRANULATORS THE ELECTRICITY SUPPLY MUST BE DISCONNECTED AT ALL TIMES AND LOCKED OFF
A safe system of work is a formal procedure based on a systematic examination of work in order to clearly identify the hazards. It defines safe methods of working which eliminate those hazards or minimise the risks associated with them. It is the responsibility of sites to develop safe systems of work with the involvement of both competent persons and employees who will carry out the work. Safe systems of work are developed using the process of task analysis which involves breaking work down into a series of steps so that hazards can be identified and risks controlled at each step using technical, procedural and behavioural controls. Safe systems of work must be implemented and monitored to ensure continued effectiveness.
Training – Implementation of any safe system of working method is the provision of information, instruction and training. In order to achieve competence a detailed, theoretical and practical training must be provided to ensure that employees understand and can apply the safe working methods. -
Safe System of Work Example
-
Blade Restraint attached to Granulator
-
Mechanical device to prevent hood from falling

13.12 Maintenance / Engineering / Toolroom Machine Guarding
-
Suitable machine guards in place for all fixed equipment in the maintenance / engineering room.
-
Show guidance
-
Suitable guarding should be present on all equipment. This includes chuck guards to lathes and fixed guarding to grinder and pillar drills as examples.
• Photograph shows maintenance room drill with flick guard and incorrectly used grinding wheel.
13.13 Maintenance / Engineering / Toolrooms - Equipment Inspections
-
All engineering fixed equipment is subject to a weekly documented safety inspection which includes a test of emergency stops. <br><br>Identified issues are addressed quickly. <br><br>Unsafe equipment is taken out of use until repaired (e.g. condition of abrasive wheels).
-
Show guidance
-
The auditor should check the weekly safety check for equipment. If guarding is observed to be missing or defective this should be checked against the document.
13.14 Maintenance / Engineering / Toolroms - Machine Access / Operator Competence
-
Measures exist to ensure that no unauthorised persons can use engineering equipment (e.g. machines locked off, room access control).<br><br>Training documentation in place for operator(s).<br><br>Training covers safe systems of work and key areas of risk assessment/task.<br><br>Documentation signed by operator and trainer.
-
Show guidance
-
The equipment in maintenance rooms is dangerous as the majority of this equipment has open hazardous moving parts. Therefore the operators must be suitably qualified and trained. Use by a non-authorised person can lead to serious injuries.
When checking a section which calls for training documents to be checked:
• Find out who is using the machine and who is authorised to use the machine.
• Check that training documents exist for the person working on the machine and others who appear on the list of authorised persons.
• Check that the training documents cover the areas covered in the risk assessments.
Element 14 - Emergency Preparedness & Fire Prevention
14.1 Emergency Preparedness - Analysis
-
The site has undertaken an analysis to identify all potential emergencies.
14.2 Emergency Preparedness - Plan
-
The site has developed an emergency plan which details how to respond to each of the potential emergencies identified above.
-
Show Guidance
-
The site should be able to demonstrate that it has undertaken a review to identify possible / potential emergencies it may face.
Emergencies may include major injury, major plant damage, fire, flood, power loss, significant disruptive weather, bomb threats, chemical spill etc. The site should also consider off-site events such as major traffic incidents, derailments etc if located next to major roads / railways or other incidents occurring on neighbouring properties that could affect them.
For the identified emergencies, the site should develop action plans / procedures to deal with each.
The auditor should look to ensure the site has identified all credible emergency scenarios and written a procedure to deal with each. A simple evacuation plan is not sufficient. -
14.3 Fire Risk Assessment
-
A documented risk assessment of fire safety standards has been conducted. The assessment covers:<br><br>- Identifying hazards<br>- People at risk<br>- Fire detection systems<br>- Fire fighting equipment<br>- Escape routes<br>- Building construction<br>- Emergency lighting<br>- Signage<br>- Equipment Maintenance<br>- Employee training<br>- Evacuation Drills<br><br>Controls/standards are being properly applied.
14.4 Fire Alarm Systems
-
The fire alarm system is operational and covers all areas of the site. Automatic detection is in place where necessary. There is a formal testing and maintenance programme in place which is up to date.
-
Show guidance
-
All sites must have a fire alarm system installed to warn people of fire and trigger an evacuation. Automatic detection throughout is prefered. As a minimum, detection should cover areas which are periodically unoccupied e.g. offices/plant rooms/maintenance. Please note: The insurance carrier may request more for protection of assets and business interruption.
14.5 Emergency Lighting
-
Emergency lighting is present across all areas of the site.<br><br>There is a formal maintenance programme in place which is up to date.
14.6 Evacuation Drills
-
Evacuation drills are conducted at least once per year and cover all shifts.
14.7 Electrical Safety
-
A thermographic survey is completed annually.<br>Fixed wiring inspections and tests are completed.<br>Actions raised are followed through and completed to a reasonable timescale.
-
Show guidance
-
The electrical survey should cover all areas of the site.
Completion of actions from the electrical and thermographic surveys should be formally documented.
14.8 External Storage of Combustible Materials
-
Combustible stock, packaging, pallets, waste or waste skips should be stored as far from the building as practicable.
-
Show guidance
-
When walking external areas during the site tour the auditor should check that items such as pallets, material storage, waste etc., is kept as far from the building as possible to reduce the risk of arson attacks. This significantly reduces arson risk.
14.9 Battery Charging Areas
-
The battery charging area is a dedicated area<br><br>The area is kept free of combustible material (at least 2 metres clearance to combustible materials).<br><br>The area is covered by an automatic fire detection system and is appropriately ventilated.<br><br>Charging is separated from composite/sandwich panels, which contain combustible insulation, by a fire-wall rated at 2 hours.
-
Show guidance
-
• Photograph shows good practice battery charging area.

Element 15 - Control of Hazardous Substances
15.1 Hazardous Substance Programme
-
A formal programme for assessing hazardous substances is in place.<br><br>Chemical inventories and safety information (Safety Data Sheets) is up to date. <br><br>There are risk assessments available for the substances used on site.<br><br>Training and communication in place.
-
Show guidance
-
The auditor should get an overview of how hazardous substances are managed and check if MSDS are in place and maintained up to date. The auditor should note (take a photo) of one or two substances used through the site tour and check the MSDS against it.
The site should also have evidence that they have conducted risk assessments of the use of substances (note; MSDS sheets are not risk assessments and only provide information).
Evidence should be seen that people who use hazardous substances have received formal training.
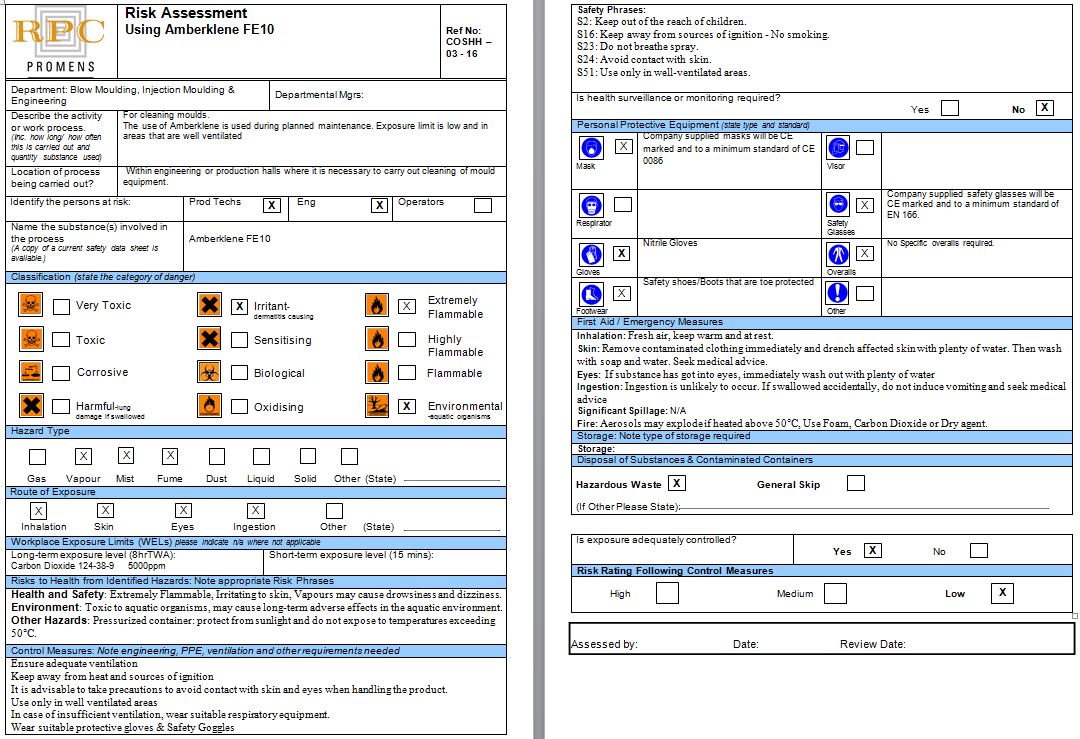
15.2 Control of Hazardous Substances
-
Control measures are in place for emissions, handling, storage, use and disposal of hazardous substances. This should include extraction, ventilation, explosion control, containment and earthing where appropriate. <br><br>Emergency arrangements are appropriate and local to use (e.g. emergency shower). <br><br>All containers are suitably labelled.<br><br>Suitable bunds are used.
-
Show guidance
-
Photographs – Shows poor chemical storage.
-
Photograph – Shows good practice storage areas.


15.3 Legionella
-
Risk assessments are completed for cooling towers and water supplies. Formal chlorination, dip slides, temperature tests and inspections completed.
-
Show guidance
-
Legionella is a bacteria which may be found in some water, particularly stagnant water and which can cause legionnaire’s disease. The disease may be caught through inhaling minute droplets of water suspended in the air which contain the bacteria. Therefore water systems must be assessed by a water safety specialist. Suitable control programmes may include:
• Cleaning regimes.
• Treatments (e.g. biocides).
• Temperature controls.
• Dip slide samples.
• Removal of dead legs (pipework).
15.4 Asbestos
-
Assessments for the presence and condition of asbestos are formally completed.<br><br>A formal management plan in place for controlling asbestos work.
-
Show guidance
-
The site should have an asbestos survey in place, outlining the location of asbestos-containing materials. The survey should be part of the 'Asbestos Management Plan'. The Asbestos Management Plan should demonstrate how asbestos information is communicated to applicable parties such as contractors and employees and also detail how asbestos on site is being identified/managed/inspected etc.
Evidence should also be provided of on-going monitoring of asbestos materials.
Element 16 - Contractor Safety
16.1 Approved Contractor List
-
There is an effective system in place to ensure that all contractors are approved for safety. This includes provisions for sub-contractors.
-
Show guidance
-
Prior to any contractor working on site, contractors must first be subject to an approval process to evaluate whether they can do the job safely and without risks to people’s health. This process must be formally documented and should include checks such as:
• Evidence of competence and experience of conducting similar work in the past.
• Evidence of training and qualifications.
• Evidence of insurance (public liability and any country-specific insurance needs).
• Provision of a health and safety policy.
• Risk assessments for the type of work proposed.
• Accident history (e.g. accident statistics, prosecutions etc.)
• A list of sub-contractors to be used.
16.2 Contractor Control - Implementation
-
Safety documentation is obtained, completed properly and checked (select one recent contractor from the signing in book).
-
Show guidance
-
If there are contractors working on site during the audit they should be selected. Check the following:
Are they signed in?
Has each person been through safety induction?
Has the company been approved?
Is the insurance up to date?
Has safety documentation been obtained and is it relevant for the work they are doing (e.g., risk assessments)?
Do they have a permit for high-risk work?
Do they have the relevant training certificates (e.g. use of crane, FLT, MEWP, electrical)?
16.3 Induction
-
All contractors and their personnel have received a site safety induction covering Berry CPI rules for contractors.<br><br>All information (insurance, training etc.) is kept up to date.
-
Show guidance
-
The auditor must take the names of 2 to 3 contractor’s employees and check they have received formal induction. The site induction should cover awareness of the risks on site (e.g. machines, fork lift trucks, and noise), fire evacuation rules, welfare provisions and first-aid arrangements. This induction process should be recorded for all of the contractor’s employees attending the site.
16.4 Monitoring of Contractor's Activities
-
A named Berry CPI person is responsible for the contractor whilst on site.<br><br>The site has an active monitoring programme (e.g. documented physical checks/audits) of the job for all contractor work (frequency determined by risk).
-
Show guidance
-
When contractors are working on-site there must be effective management and supervision of what they are doing. This includes having a Berry CPI person responsible for them and regularly monitoring them.
Element 17 - Ergonomics
17.1 Ergonomic Assessment Programme
-
An Ergonomic assessment programme (including manual handling) is formalised and implemented.<br><br>(Ergonomic risks may be assessed under the general risk assessment process). <br><br>All equipment and tasks should be covered.
-
Show guidance
-
The auditor should take note of any tasks which are high potential ergonomic risks and check that there is a risk assessment covering the task.
There may not be a separate ergonomic risk assessments if the site has assessed ergonomic risks under the general risk assessment process. The site should not be penalised for this as long as the risk assessments are adequate.
17.2 Ergonomic Improvement Projects
-
Measures have been implemented at the site to reduce ergonomic related injuries. This can be the installation of new equipment (e.g. packing/ lift tables, vacuum lifters, conveyors, pallet feeder/dispensers), workstation design and/or job rotation.<br><br>Plans are in place to make further improvements where there are significant manual operations or a history of ergonomic injuries.
-
Show guidance
-
• Photograph shows ergonomic lifting table and vacuum lifter.

17.3 Training and Communication
-
Training has been provided to relevant staff in ergonomic issues (e.g. shop floor staff involved in handling, use of display screen equipment).
-
Show guidance
-
Ergonomic training should be appropriate to the activities taking place at the site. An operator who is heavily involved in manual handling should have more in-depth training specific to his role. Display screen assessments (such as computer screens in an office environment) should be in place for employees that use display screens as part of their job.
Element 18 – Health and Wellness
18.1 First Aid Programme
-
The first aid programme is formalised, implemented and includes sufficient resources (i.e. trained personnel, materials, facilities).
-
Show guidance
-
All Berry CPI sites should have arrangements for the following:
• A suitable number of trained first aid personnel (training should be provided by a recognised training company e.g. government approved).
• Adequate first aid materials (amount, type, accessibility).
• Suitable rest facilities (suitable rest facilities should be available for an injured employee e.g. first aid room).
• Established written arrangements for emergency services contact.
• Photograph shows site first aid facilities.

18.2 Health Surveillance Programme
-
A health surveillance programme is implemented (e.g. pre-employment medicals, audiometry (hearing tests) etc.<br><br>Records are maintained.
-
Show guidance
-
Health surveillance is a means of systematically monitoring employees for early signs of ill-health where they may be exposed to a particular health risk through their work activities. There are a number of potential
exposures which Berry CPI employees may be exposed to and may include the following:
• Dusts and fumes from processes.
• Noise from machinery etc.
• Exposure to chemicals (e.g. skin problems/dermatitis).
• Ergonomic Exposures/Musculoskeletal problems.
• Eyesight problems from Display Screen Equipment.
18.3 Indoor Air Quality Surveys
-
Air monitoring survey is completed at least every 2 years for relevant dust and fumes or more frequently if advised.<br><br>Actions raised are completed and closed out.
-
Show guidance
-
Due to the nature of the Berry CPI operations, there will be potential for airborne emissions within the work environment given off by the processes. Typically (but not exclusively) these will be fumes from hot plastics and dusts. Depending on technology there may also be emissions from sources such as isocyanates, solvents and Ultra Violet.
In order to determine if control measures in place are suitable and levels in the workplace air fall within government/industry limits formal monitoring must be completed every 2 years (i.e. air quality survey).
18.4 Noise Level Survey
-
Noise level surveys (including dosimeter measurements) are conducted every 2 years and also when equipment, process or layout is changed.<br><br>Action plans are developed for recommendations/deviations.
-
Show guidance
-
A noise survey must be conducted every 2 years. Areas, where hearing protection is mandatory, must have signage in place.
A noise dosimeter is a specialised sound level meter intended specifically to measure noise exposure
Element 19 – Workplace Transport and Vehicle Safety
19.1 Workplace Transport Risk Assessment
-
A workplace transport risk assessment has been conducted for the site.<br><br>The assessment is comprehensive and covers all risks associated with site transport covering:<br> • Safe site – design<br>• Safe site – activity<br>• Safe vehicles<br>• Safe driver / safe persons<br><br>Specific tasks are addressed through the assessments e.g. <br>-unloading/loading <br>-coupling/uncoupling of trailers<br>-silo deliveries<br>-reversing vehicles
-
Show guidance
-
The workplace transport risk assessment should be comprehensive and typically cover:
Design of the site
• Safe traffic routes
• Segregation of pedestrians
• One way systems
• Parking areas/bays
• Condition of traffic routes
• Signs, signals and markings
• Entering and exiting buildings and doorways
Site activity
• Loading and unloading
• Reversing
• Speed restrictions
• Coupling and uncoupling of trailers.
• Parking
Vehicle Safety
• Vehicle maintenance
• Working at height on vehicles
• Driver training
• Photograph shows fork lift truck safe designated route and clear signage.
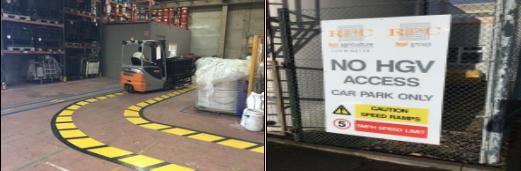
19.2 External Environmental Controls
-
Good lighting is provided in all external movement areas.<br><br>Good lighting provided in all internal movement areas.<br><br>Road surfaces are maintained in good condition with no significant potholes.<br><br>Parking bays clearly marked out.<br><br>The site appears well organised for traffic movements with pedestrian segregation routes identified.
19.3 External Transport Systems
-
Reversing vehicles avoided where possible. If not, suitable management controls in place (e.g. trained banks man)<br><br>Suitable signage erected and road markings painted and maintained<br><br>Blind spots covered by curved mirrors and/or other devices.<br><br>Speed restrictions in place and enforced.<br><br>Good management procedures in place for external drivers (clear instructions, key hand over, unauthorised vehicle movement etc.)<br><br>Correct PPE worn (e.g. Hi-visibility vest/safety shoes)<br><br>Hearing protection removed in warehouse areas.
-
Show guidance
-
The auditor should review all types of transport movements during their site inspection. This should include inside the factory and externally within the site boundary. The auditor should observe the movement of traffic and any particular operations being conducted such as unloading or loading vehicles to monitor safe work procedures.
19.4 Internal Layout & Segregation
-
Fork lift trucks are restricted from production areas where possible.<br><br>Physical segregation is in place where possible.<br><br>Blind spots covered by curved mirrors and/or other devices.<br><br>Rules exist to ensure the safety of non-warehouse personnel from fork lift trucks in the warehouse.<br><br>Correct PPE worn (e.g. Hi-visibility vest/safety shoes)<br><br>Hearing protection removed in the warehouse).
-
Show guidance
-
• Photograph shows designated pedestrian walkway.

19.5 Fork Lift Trucks
-
Good driving practices observed (speed, use of horn, driver visibility, pedestrian interface (i.e. the 2-meter exclusion principle applied).<br><br>Reverse alarm and/or light.<br> <br>Front and rear blue floor light mandatory.<br><br>Lifting equipment inspection certificate up to date and actions followed through.<br><br>Truck access controlled (key removal, electronic access).<br><br>Driver training up to date (pick 1 driver) including refresher training.
19.6 Workplace Transport Inspections
-
Employees carry out pre-operational checks, every shift, of powered workplace transport such as Fork Lift Trucks.<br><br>These checks are documented.<br><br>Actions raised are reported and resolved.
19.7 Seat Belts
-
Seat belts/restraint utilised at all times.
Element 20 - Environmental
20.1 Environmental Impact - Responsibility
-
The site has appointed an accredited / qualified person(s) responsible for the management of environmental issues.
20.2 Environmental Impact - Review
-
The site has undertaken a review to identify its actual and potential environmental impacts.
-
Show Guidance
-
This review should include:
• Identification and evaluation of potential environmental issues and concerns arising from the site operations (e.g. what substances and wastes are generated that could be harmful to the environment).
• Review existing management and operational practices and procedures – for example, who is responsible for waste disposal and how are these stored on site etc)
• Identification of previous environmental accidents or incidents, fines, penalties and resultant preventative measures.
• Identification of legislative and regulatory requirements and the site’s compliance with these (for example, does the site have the necessary permits for its wastewater discharges)?
The review must cover air, land, water, noise nuisance, odour nuisance etc.
20.3 Environmental Impact – Objectives and Plans
-
The site has determined its environmental objectives and plans and communicated these with all employees.
20.4 Environmental Impact – Monitoring and Measuring
-
The site has a system to monitor and measure its progress in terms of achieving its objectives.
20.5 Operation Clean Sweep
-
The site is actively engaged in Operation Clean Sweep and making good progress.<br>1. Site management engaged with OCS.<br>2. OCS coordinator assigned.<br>3. Site formally signed up to OCS.<br>4. Site wide OCS audit conducted.<br>5. Areas for improvement identified.<br>6. Best practice has been identified and necessary OCS equipment has been acquired.<br>7. OCS equipment has been installed.<br>8. Re-audit.<br>
-
Show Guidance
-
Award 'Blue' if all 8 stages have been completed and evidence can be provided.
Award 'Green' if only stages 1 to 7 have been completed and evidence can be provided.
Award 'Yellow' if only stages 1 to 5 have been completed and evidence can be provided.
Award 'Red' if site has not progressed beyond stage 4 yet.
Section 21 - Good Practice
Please add good practices here. Click "Add+" for each separate good practice.
-
Good Practice Image
-
Good Practice Description
Sign Off
-
Name of auditor







