Title Page
-
Site conducted
-
Conducted on
-
Auditor:
- Mehul Rathod
- Navpreet Singh
- Amritpal Singh
- Gagandeep Singh
- Krimesh Patel
- Sundeep Singh
- Roberto Filho
- Jaimin Patel
- Shaun Abraham
- Likhitha Gorisi
- Anil Gudumala
- Gagandeep Bangar
- Brenden Soudant
- Lovepreet Kaila
- Meet Bhatt
- Mridul Kohli
- Nirav Patel
- Nisarg Shah
- Amandeep Singh
- Aditya Nagpal
- Amit Mistry
- Vishnu Jadeja
- Brad Richie
- Sahil Gulati
- Joe Neary
- Amandeep Singh
- Harry Singh
-
Auditor Signature:
Audit Section
-
What Level LPA Will You Be Conducting?
- LPA Level 4 - Advanced Techs, Quality Techs and Production Supervisors
- LPA Level 3 - Engineers, Office Staff, and Department Managers
- LPA Level 2 -Plant Manager
- LPA Level 1 - Corporate Representative
-
Area to be audited:
-
Which Shift are you Auditing on?
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the ablation line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
A place for everything and everything in it's place. Is the Ablation cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Laser cell section of the AM checklist ask the Manufacturing Technician to show you how they validate item m. Once they show you preform the check yourself, visually inspect rollers for wear and tear and if you find the roller in an unusable condition ask maintenance to replace and contact Supervisor. Where the rollers Ok? Did the Manufacturing Technician inspect the roller correctly? Take a photo of the roller condition.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
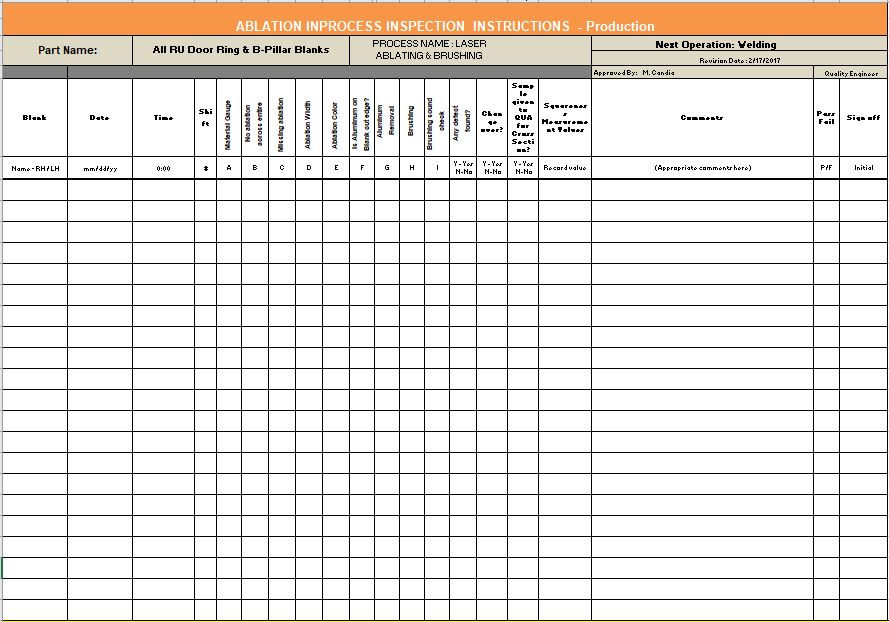
The customer is our focus. The Quality of our parts is how we ensure our customer is protected. In process checks are required by our customers to be completed every 30 minutes. Ask the Manufacturing technician to locate their IP check for all parts that were ran on this shift. Has the IP Sheet been completed? Take a photo of the IP sheet on the line.
-
Interview the Manufacturing Technician asking why the IP checks have not been completed.
-
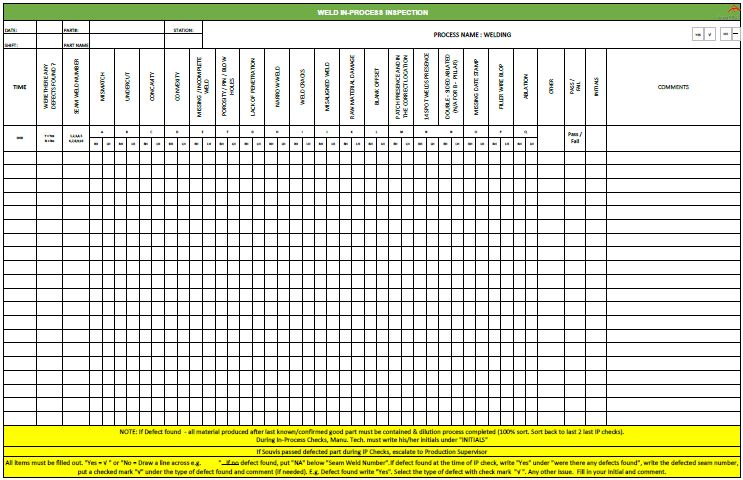
All IP check sheets need to be the most up to date version from IQS. Old revisions of IP sheets do not include recent customer directions or concerns. Is the Operator using the most up to date IP sheet? Use the reference below to verify.
-
-
The In Process Check sheet asks Manufacturing Technicians to check for narrow, wide, deep and shallow ablation. Check a part at the end of the line, do you see any defects?
-
Call the Quality Technicians and Production Supervisor on shift to verify the part, if there is a concern the run may need to be re-ablated, re-brushed or put on hold. Pause the line until a decision is made.
-
Aluminum on the edge (ALoE) of the blank will cause the tensile strength of a welded seam to weaken greatly. If the weld seam is weaker then the base material of a part we will have a catastrophic failure at our customer. Does the Manufacturing Technician know how to properly check for ALoE?
-
Demonstrate the correct way to check an edge for ALoE. Then ask the Manufacturing Technician to show you the correct way of checking a part. If you are not sure how to check for ALoE call a Quality Technician on shift to demonstrate the correct process.
-
Check two finished pallets that have recently been ablated for ALoE. Is there any ALoE present on these pallets?
-
Call the Quality Technician on shift. If they agree that there is an unacceptable amount of Aluminum on the edge of the blanks they will flag the pallets for re-brushing. A new FO verifying no ALoE will need to be submitted to QA.
-
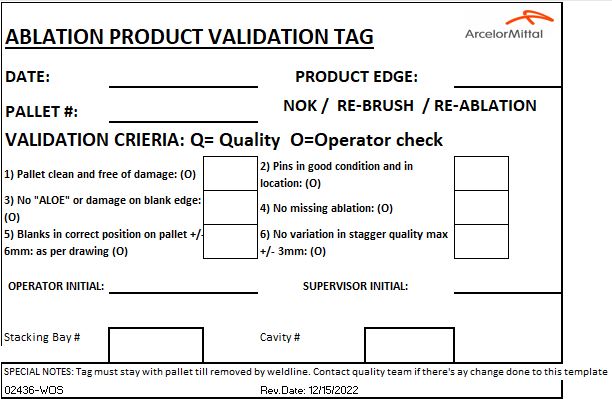
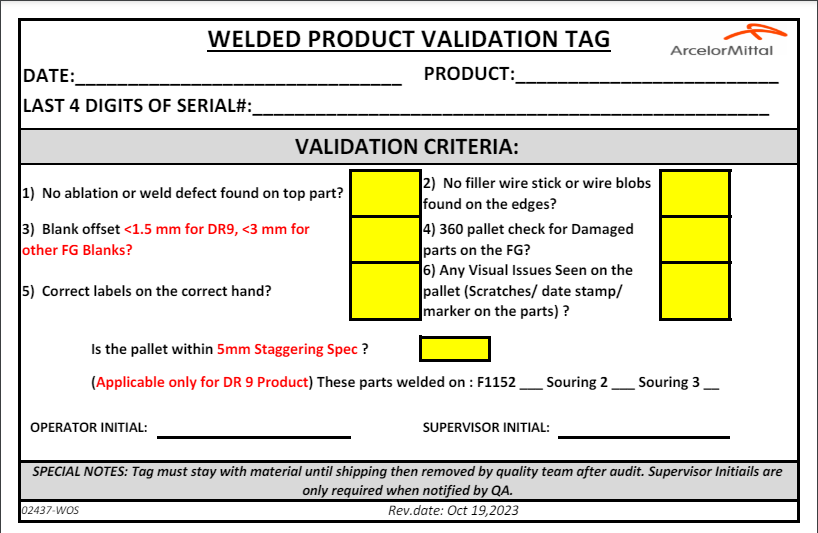
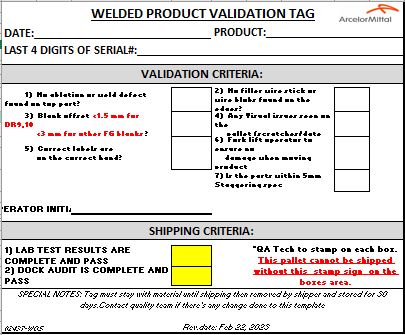
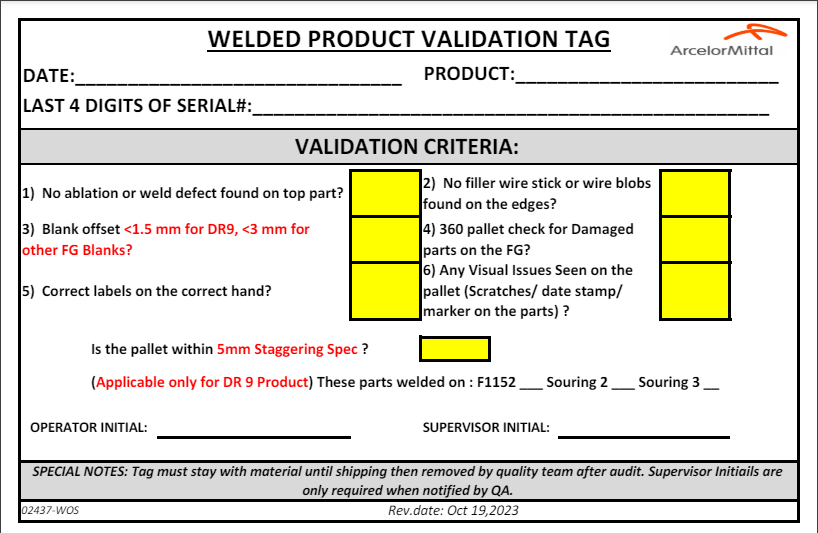
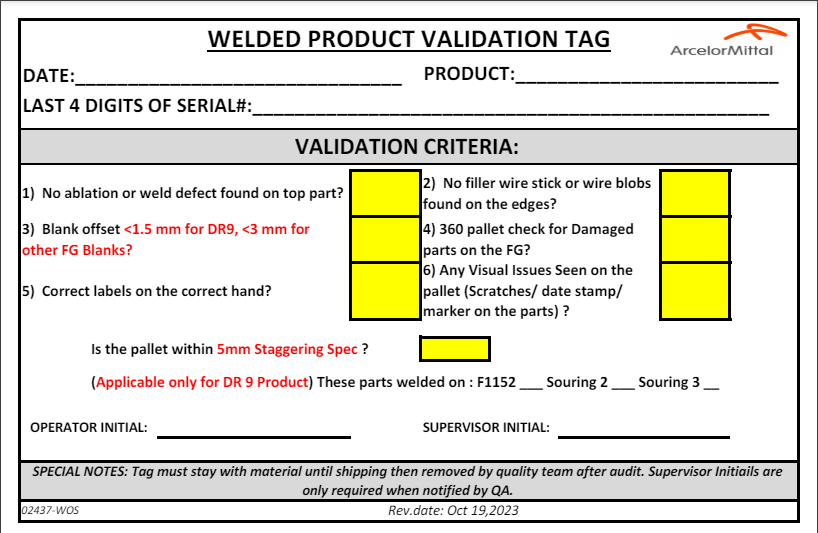
Validation tags are used by Manufacturing Technicians in order to verify the quality of their product to their customer. Is the Manufacturing Technician using the correct version of the validation tags, and is the validation tag filled in? Take a photo of the validation tag if possible.
-
An example of the most recent version of 02436-WOS
-
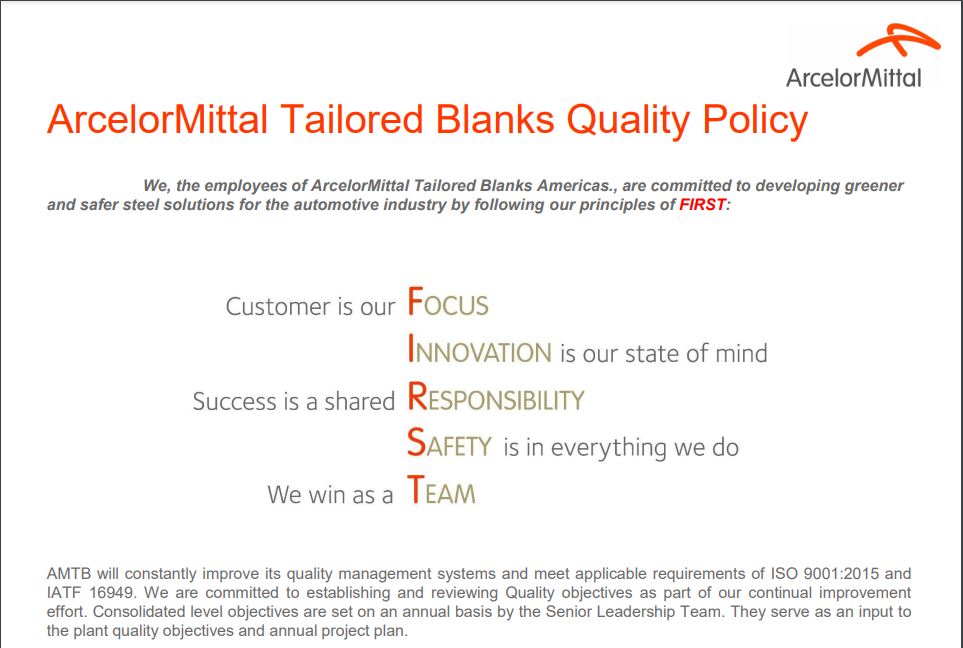
Ask the Manufacturing Technician what our Quality Policy is. Please record their answer in the space provided.
-
Did the Manufacturing Technician know the quality policy?
- Yes
- No
- Not Sure/ I do not know the Quality Policy
-
Explain FIRST to the Manufacturing Technician.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the ablation line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the ablation cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the ablation cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the ablation cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the ablation cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the ablation cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the ablation cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the ablation cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
A place for everything and everything in it's place. Is the Ablation cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Laser cell section of the AM checklist ask the Manufacturing Technician to show you how they validate item n. Once they show you preform the check yourself, visually inspect these three conveyors for damages, contact maintenance and inform supervisor if find any major damages. Where the conveyers Ok? Did the Manufacturing Technician inspect the conveyer correctly? Take a photo of the conveyer condition.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
Ask the Manufacturing Technician why Autonomous Maintenance is important and why they are asked to completed it at the start of every shift. Please record their answer.
-
Autonomous Maintenance (AM) is designed to identify critical issues before they lead to critical equipment failures. For this reason AM checks need to be completed at the start of every shift. In the next questions of the LPA we will validate that the AM checks have been completed diligently. Firstly ask the Manufacturing technician to locate the AM checklist. Has the sheet been fully filled in?
-
Ask the Manufacturing Technician to fill in their required AM checks before proceeding with the audit. Ask the operator why the AM checks were not completed at the beginning of the shift.
-
Was there any items flagged requiring immediate action?
-
Ask the Manufacturing Technician what was done to resolve the issue.
-
Work with the Manufacturing Technician to verify items b, i, j, and k from Section 1 - Laser Cell Area. Follow all steps in the key points section in order to verify each item. Take a video of of the validation process for item b, ensuring to capture any debris that might have built up in the ablation hoses and the inspection of the cross jet suction. During the validation process did you find any non-conformances? ( dirty hoses, dirty laser lenses, any worn brushes etc.)
-
Describe the non-conformance below. Ask the Manufacturing Technician to resolve the issue before continuing with the audit.
-
Work with the Manufacturing Technician to verify items a and b from Section 2 - Ablation Dust Collector. At the back of the line there are two blue drums that collect both the wet and dry dust from the ablation lines. Follow the key points section to complete the verification. Once each drum is open take a picture showing the current waste levels. During the validation process did you find any non-conformances?
-
Ask the Manufacturing Technician to correct the non-conformance before proceeding with the audit.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the ablation line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, d, and e from section 3. Inspect the function of the Safety doors in the brushing area of the ablation line. Open the door and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you opening one of the safety doors. Once the door is open pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you opening one of the safety doors. Once the door is open pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, d, and e from section 3. Inspect the function of the Safety doors in the brushing area of the ablation line. Open the door and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you opening one of the safety doors. Once the door is open pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you opening one of the safety doors. Once the door is open pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, d, and e from section 3. Inspect the function of the Safety doors in the brushing area of the ablation line. Open the door and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you opening one of the safety doors. Once the door is open pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you opening one of the safety doors. Once the door is open pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, d, and e from section 3. Inspect the function of the Safety doors in the brushing area of the ablation line. Open the door and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you opening one of the safety doors. Once the door is open pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you opening one of the safety doors. Once the door is open pan over to the HMI and record the power now being shut off.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, d, and e from section 3. Inspect the function of the Safety doors in the brushing area of the ablation line. Open the door and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you opening one of the safety doors. Once the door is open pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you opening one of the safety doors. Once the door is open pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, d, and e from section 3. Inspect the function of the Safety doors in the brushing area of the ablation line. Open the door and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you opening one of the safety doors. Once the door is open pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you opening one of the safety doors. Once the door is open pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, d, and e from section 3. Inspect the function of the Safety doors in the brushing area of the ablation line. Open the door and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you opening one of the safety doors. Once the door is open pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you opening one of the safety doors. Once the door is open pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, d, and e from section 3. Inspect the function of the Safety doors in the brushing area of the ablation line. Open the door and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you opening one of the safety doors. Once the door is open pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you opening one of the safety doors. Once the door is open pan over to the HMI and record the power now being shut off.
-
A place for everything and everything in it's place. Is the Ablation cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Laser cell section of the AM checklist ask the Manufacturing Technician to show you how they validate item k. Once they show you preform the check yourself, validate that all the brushes are in good condition to operate. Where the brushes Ok? Did the Manufacturing Technician inspect the brushes correctly? Take a photo of the brushes condition.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
During every changeover the Manufacturing Technicians must fully complete a copy of the changeover checklist. Ask the Manufacturing Technician if they can provide the changeover checklist for the last changeover that took place. Is the changeover checklist completed?
-
Is the changeover checklist that is being used the most current version? Use the below file for reference.
-
Current version of Ablation line changeover checklist.
-
Ask the Manufacturing Technician to show you what program is being ran on the HMI. Then ask to see the program currently running on the quality systems (profile and plasma). Does the program being ran on the HMI match the one on the quality systems?
-
Ask the Manufacturing Technician if they are currently running raw material or reablating NOK material. What type of run is currently occurring?
-
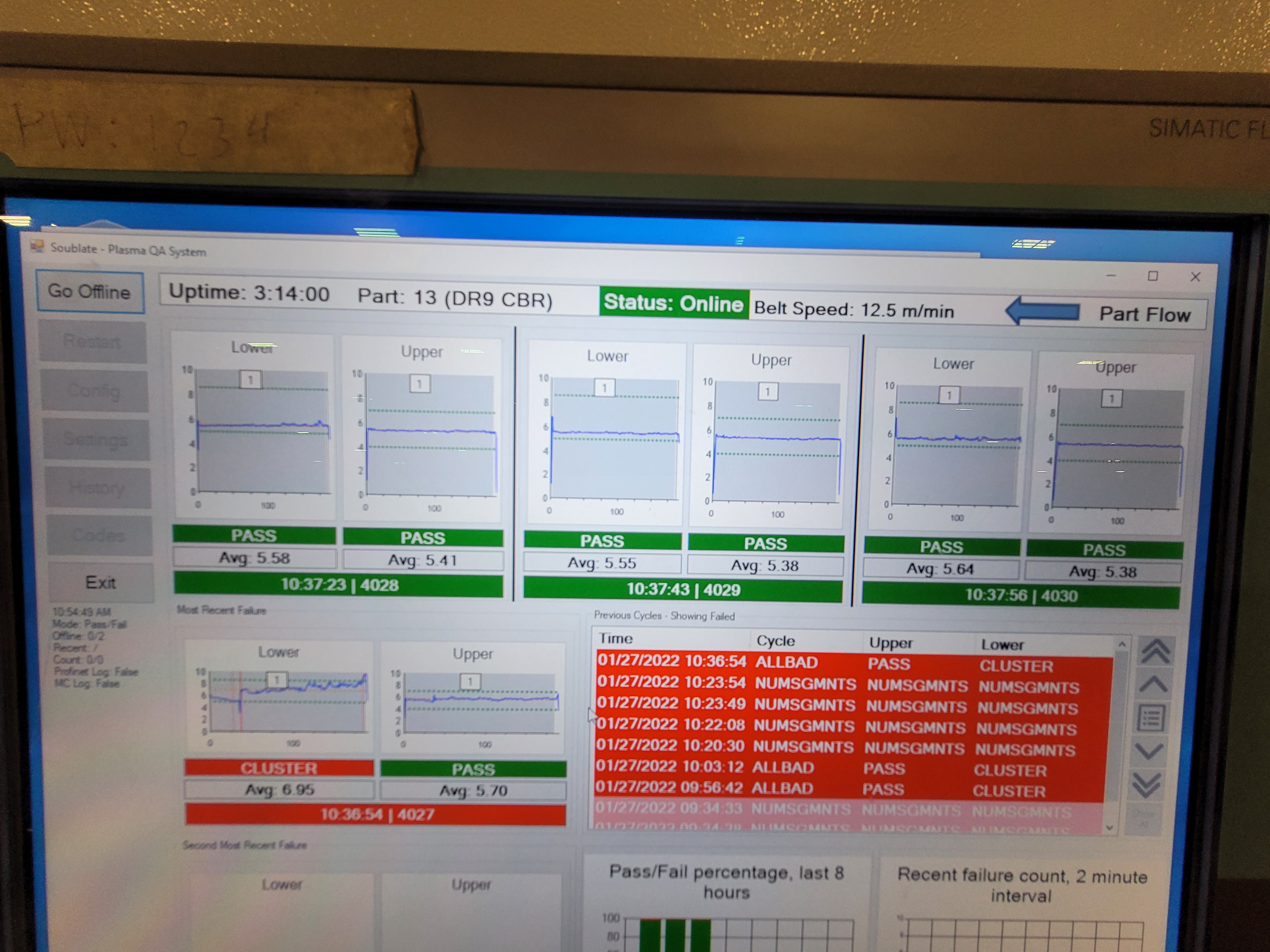
Take a photo of the plasma upper and lower limits. An example photo is below.
-
Take a photo of the plasma upper and lower limits. An example photo is below.
-
Refer to the SWI attached below on how to setup ablation plasma upper and lower limits. Looking at the current levels would you determine that these are acceptable?
-
Ask the Manufacturing Technician why the limits were setup incorrectly and why the line was started with these settings.
-
Current Ablation Plasma SWI
-
Interview the Manufacturing Technician, ask them the functionality of both the profile and plasma systems and what they believe each system is designed for. Then ask them why it is important to have the correct limitations set for both systems during a production run.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the ablation line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, e, g, and i in Section 4. Break the light curtain of all 4 stacking bays and confirm that the red fault light triggers. Are all stacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the stacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the stacking bays, not all 4.
-
Take a video of the stacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the stacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, e, g, and i in Section 4. Break the light curtain of all 4 stacking bays and confirm that the red fault light triggers. Are all stacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the stacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the stacking bays, not all 4.
-
Take a video of the stacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the stacking bays, not all 4.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, e, g, and i in Section 4. Break the light curtain of all 4 stacking bays and confirm that the red fault light triggers. Are all stacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the stacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the stacking bays, not all 4.
-
Take a video of the stacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the stacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, e, g, and i in Section 4. Break the light curtain of all 4 stacking bays and confirm that the red fault light triggers. Are all stacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the stacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the stacking bays, not all 4.
-
Take a video of the stacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the stacking bays, not all 4.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, e, g, and i in Section 4. Break the light curtain of all 4 stacking bays and confirm that the red fault light triggers. Are all stacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the stacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the stacking bays, not all 4.
-
Take a video of the stacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the stacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, e, g, and i in Section 4. Break the light curtain of all 4 stacking bays and confirm that the red fault light triggers. Are all stacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the stacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the stacking bays, not all 4.
-
Take a video of the stacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the stacking bays, not all 4.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, e, g, and i in Section 4. Break the light curtain of all 4 stacking bays and confirm that the red fault light triggers. Are all stacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the stacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the stacking bays, not all 4.
-
Take a video of the stacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the stacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, e, g, and i in Section 4. Break the light curtain of all 4 stacking bays and confirm that the red fault light triggers. Are all stacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the stacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the stacking bays, not all 4.
-
Take a video of the stacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the stacking bays, not all 4.
-
A place for everything and everything in it's place. Is the Ablation cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Ablation Dust Collector section of the AM checklist ask the Manufacturing Technician to show you how they validate item a. Once they show you preform the check yourself, validate dry (Ablation) dust collector drum is not full and there is no jam in drain and hose connected to the black drum. Where the drums Ok? Did the Manufacturing Technician inspect the drums correctly? Take a photo of the drums condition.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
Clear, frequent communication helps people perform their jobs efficiently. Here at AMTB Woodstock we have many forms of communication available to every team member. Does the Manufacturing Technician know the escalation procedure?
-
The escalation procedure is available in the lines team folder for reference. Please show the Manufacturing Technician the escalation procedure.
-
Ask the Manufacturing Technician if they are running the line and experience downtime, when should the Manufacturing Technician escalate to their Supervisor?
-
Explain to the Manufacturing Technician that all downtime must be reported to the Shift Supervisor per the escalation procedure.
-
Communication between shifts is vital for any troubleshooting or critical items that may not be included in standard work instructions. Ask the Manufacturing Technician to provide 3 different ways that they are able to communicate to either the shift before them or after them.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the ablation line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items k and l in Section 4. Open the safety door and confirm that the master power at the HMI station drops out. Did the power at the HMI station drop out?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the HMI station having the main power on. Then continue the video showing the safety doors being opened. Once opened pan back over to the HMI to show that there is no longer power to the main HMI.
-
Take a video of the HMI station having the main power on. Then continue the video showing the safety doors being opened. Once opened pan back over to the HMI to show that there is no longer power to the main HMI.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items k and l in Section 4. Open the safety door and confirm that the master power at the HMI station drops out. Did the power at the HMI station drop out?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the HMI station having the main power on. Then continue the video showing the safety doors being opened. Once opened pan back over to the HMI to show that there is no longer power to the main HMI.
-
Take a video of the HMI station having the main power on. Then continue the video showing the safety doors being opened. Once opened pan back over to the HMI to show that there is no longer power to the main HMI.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items k and l in Section 4. Open the safety door and confirm that the master power at the HMI station drops out. Did the power at the HMI station drop out?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the HMI station having the main power on. Then continue the video showing the safety doors being opened. Once opened pan back over to the HMI to show that there is no longer power to the main HMI.
-
Take a video of the HMI station having the main power on. Then continue the video showing the safety doors being opened. Once opened pan back over to the HMI to show that there is no longer power to the main HMI.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items k and l in Section 4. Open the safety door and confirm that the master power at the HMI station drops out. Did the power at the HMI station drop out?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the HMI station having the main power on. Then continue the video showing the safety doors being opened. Once opened pan back over to the HMI to show that there is no longer power to the main HMI.
-
Take a video of the HMI station having the main power on. Then continue the video showing the safety doors being opened. Once opened pan back over to the HMI to show that there is no longer power to the main HMI.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items k and l in Section 4. Open the safety door and confirm that the master power at the HMI station drops out. Did the power at the HMI station drop out?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the HMI station having the main power on. Then continue the video showing the safety doors being opened. Once opened pan back over to the HMI to show that there is no longer power to the main HMI.
-
Take a video of the HMI station having the main power on. Then continue the video showing the safety doors being opened. Once opened pan back over to the HMI to show that there is no longer power to the main HMI.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items k and l in Section 4. Open the safety door and confirm that the master power at the HMI station drops out. Did the power at the HMI station drop out?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the HMI station having the main power on. Then continue the video showing the safety doors being opened. Once opened pan back over to the HMI to show that there is no longer power to the main HMI.
-
Take a video of the HMI station having the main power on. Then continue the video showing the safety doors being opened. Once opened pan back over to the HMI to show that there is no longer power to the main HMI.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items k and l in Section 4. Open the safety door and confirm that the master power at the HMI station drops out. Did the power at the HMI station drop out?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the HMI station having the main power on. Then continue the video showing the safety doors being opened. Once opened pan back over to the HMI to show that there is no longer power to the main HMI.
-
Take a video of the HMI station having the main power on. Then continue the video showing the safety doors being opened. Once opened pan back over to the HMI to show that there is no longer power to the main HMI.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items k and l in Section 4. Open the safety door and confirm that the master power at the HMI station drops out. Did the power at the HMI station drop out?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the HMI station having the main power on. Then continue the video showing the safety doors being opened. Once opened pan back over to the HMI to show that there is no longer power to the main HMI.
-
Take a video of the HMI station having the main power on. Then continue the video showing the safety doors being opened. Once opened pan back over to the HMI to show that there is no longer power to the main HMI.
-
A place for everything and everything in it's place. Is the Ablation cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Main Air Supply section of the AM checklist ask the Manufacturing Technician to show you how they validate item a. Once they show you preform the check yourself, verify main air supply pressure. Did the main air supply have sufficient pressure (0.21 - 0.24 Mpa)? Take a photo of the pressure.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
Funnel Cloud is a multi-functional reporting system that is currently installed on this line. Is the Manufacturing technician able to locate the FunnelCloud SWI on IQS?
-
FunnelCloud SWI's can be found using the following documnet ID's 09955-CAD, 09959-CAD, and 09960-CAD. Locate these documents on IQS and present them to the operator.
-
Has the downtime for the machine been recorded? Take a photo of the funnel cloud report located on the large TV above the HMI.
-
Ask the Manufacturing Technician why the downtime has not been recorded yet.
-
Has all downtime been classified? Take a photo of the classified downtime.
-
Ask the Manufacturing Technician why there is unclassified downtime.
-
Accurate scrap reporting is essential to an accurate inventory value. Ask the Manufacturing technician how many scrap parts they have produced this run. Does the scrap reported on the FunnelCloud system match what was reported?
-
Ask the Manufacturing Technician about the discrepancy and why they believe the two number are not matching.
-
Go to the machine activity section on the left hand of the screen, then select the unclassified option in the top right hand corner.
-
Which Shift are you Auditing on
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the ablation line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, and f in Section 1. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, and f in Section 1. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, and f in Section 1. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, and f in Section 1. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, and f in Section 1. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, and f in Section 1. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, and f in Section 1. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, and f in Section 1. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
A place for everything and everything in it's place. Is the Ablation cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Laser cell section of the AM checklist ask the Manufacturing Technician to show you how they validate item c. Once they demonstrate their technique preform the check yourself, Pull out lens holder on Souvis upper and lower camera. Make sure holder is not damaged and ensure the lens is free from dust and debris. Take a photo of the lens condition, then put the holder and lens back into the camera, ensuring that both are fully seated and secure. Was the Lens free of dust and debris?
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
The customer is our focus. The Quality of our parts is how we ensure our customer is protected. In process checks are required by our customers to be completed every 30 minutes. Ask the Manufacturing technician to locate their IP check for all parts that were ran on this shift. Has the IP Sheet been completed? Take a photo of the IP sheet on the line.
-
Interview the Manufacturing Technician asking why the IP checks have not been completed.
-
All IP check sheets need to be the most up to date version from IQS. Old revisions of IP sheets do not include recent customer directions or concerns. Is the Operator using the most up to date IP sheet? Use the reference below to verify.
-
-
The In Process Check sheet asks Manufacturing Technicians to check for narrow, wide, deep and shallow ablation. Check a part at the end of the line, do you see any defects?
-
Call the Quality Technicians and Production Supervisor on shift to verify the part, if there is a concern the run may need to be re-ablated, re-brushed or put on hold. Pause the line until a decision is made.
-
Aluminum on the edge (ALoE) of the blank will cause the tensile strength of a welded seam to weaken greatly. If the weld seam is weaker then the base material of a part we will have a catastrophic failure at our customer. Does the Manufacturing Technician know how to properly check for ALoE?
-
Demonstrate the correct way to check an edge for ALoE. Then ask the Manufacturing Technician to show you the correct way of checking a part. If you are not sure how to check for ALoE call a Quality Technician on shift to demonstrate the correct process.
-
Check two finished pallets that have recently been ablated for ALoE. Is there any ALoE present on these pallets?
-
Call the Quality Technician on shift. If they agree that there is an unacceptable amount of Aluminum on the edge of the blanks they will flag the pallets for re-brushing. A new FO verifying no ALoE will need to be submitted to QA.
-
Validation tags are used by Manufacturing Technicians in order to verify the quality of their product to their customer. Is the Manufacturing Technician using the correct version of the validation tags, and is the validation tag filled in? Take a photo of the validation tag if possible.
-
An example of the most recent version of 02436-WOS
-
Ask the Manufacturing Technician what our Quality Policy is. Please record their answer in the space provided.
-
Did the Manufacturing Technician know the quality policy?
- Yes
- No
- Not Sure/ I do not know the Quality Policy
-
Explain FIRST to the Manufacturing Technician.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the ablation line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items d, e, g, and h in Section 1. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items d, e, g, and h in Section 1. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items d, e, g, and h in Section 1. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items d, e, g, and h in Section 1. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items d, e, g, and h in Section 1. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items d, e, g, and h in Section 1. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items d, e, g, and h in Section 1. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items d, e, g, and h in Section 1. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
A place for everything and everything in it's place. Is the Ablation cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Laser cell section of the AM checklist ask the Manufacturing Technician to show you how they validate item g. Once they demonstrate their technique preform the check yourself, Pull out both upper and lower ablation shoe and pipes, visually inspect them. Take a photo of the pipe condition before reconnecting it. Was the pipe free of damage and debris?
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
Ask the Manufacturing Technician why Autonomous Maintenance is important and why they are asked to completed it at the start of every shift. Please record their answer.
-
Autonomous Maintenance (AM) is designed to identify critical issues before they lead to critical equipment failures. For this reason AM checks need to be completed at the start of every shift. In the next questions of the LPA we will validate that the AM checks have been completed diligently. Firstly ask the Manufacturing technician to locate the AM checklist. Has the sheet been fully filled in?
-
Ask the Manufacturing Technician to fill in their required AM checks before proceeding with the audit. Ask the operator why the AM checks were not completed at the beginning of the shift.
-
Was there any items flagged requiring immediate action?
-
Ask the Manufacturing Technician what was done to resolve the issue.
-
Work with the Manufacturing Technician to verify items a and b from Section 2- Ablation Laser. Follow all steps in the key points section in order to verify each item. Take a phot of of the validation process for item b, capturing the outlet pressure is in the green zone of the dial. During the validation process did you find any non-conformances?
-
Describe the non-conformance below. Ask the Manufacturing Technician to resolve the issue before continuing with the audit.
-
Work with the Manufacturing Technician to verify items a from Section 6 - CMS. Follow the key points section to complete the verification. Ask the Manufacturing Technician to validate the quantity of the current stacks in the de-stacking bay. During the validation process did you find any non-conformances? Take a photo of the current count in CMS and the stack height.
-
Ask the Manufacturing Technician to call the Supervisor & follow the tag alteration form.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the ablation line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c in Section 2. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off. This video will validate items a or b.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off. This video will validate items a or b.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c in Section 2. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off. This video will validate items a or b.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off. This video will validate items a or b.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c in Section 2. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off. This video will validate items a or b.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off. This video will validate items a or b.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c in Section 2. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off. This video will validate items a or b.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off. This video will validate items a or b.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c in Section 2. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off. This video will validate items a or b.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off. This video will validate items a or b.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c in Section 2. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off. This video will validate items a or b.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off. This video will validate items a or b.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c in Section 2. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off. This video will validate items a or b.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off. This video will validate items a or b.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c in Section 2. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off. This video will validate items a or b.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off. This video will validate items a or b.
-
A place for everything and everything in it's place. Is the Ablation cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Laser cell section of the AM checklist ask the Manufacturing Technician to show you how they validate item h. Once they demonstrate their technique preform the check yourself, Pull out magnet brush dump tray and visually check the dump tray and any hoses connected to the collector for debris. Take a photo of the dump tray condition before returning it back to a production state. Was the dump tray free of dust and debris?
-
Was the dump tray in an acceptable condition based on when the AM was recorded as completed?
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
Interview the Manufacturing Technician, ask them the functionality of both the Souvis and plasma systems and what they believe each system is designed for. Then ask them why it is important to have the correct limitations set for both systems during a production run.
-
During every changeover the Manufacturing Technicians must fully complete a copy of the changeover checklist. Ask the Manufacturing Technician if they can provide the changeover checklist for the last changeover that took place. Is the changeover checklist completed?
-
Is the changeover checklist that is being used the most current version? Use the below file for reference. ( If the file is no longer visible deselect your answer)
-
Current version of Ablation line changeover checklist.
-
Ask the Manufacturing Technician to show you what program is being ran on the HMI. Then ask to see the program currently running on the quality systems (plasma and Souvis). Does the program being ran on the HMI match the one on the quality systems?
-
Ask the Manufacturing Technician if they are currently running raw material or reablating NOK material. What type of run is currently occurring?
-
Take a photo of the plasma upper and lower limits. An example photo is below.
-
Take a photo of the plasma upper and lower limits. An example photo is below.
-
Refer to the SWI attached below on how to setup ablation plasma upper and lower limits. Looking at the current levels would you determine that these are acceptable?
-
Ask the Manufacturing Technician why the limits were setup incorrectly and why the line was started with these settings.
-
Current Ablation Plasma SWI
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the ablation line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, in Section 3. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, in Section 3. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, in Section 3. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, in Section 3. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, in Section 3. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, in Section 3. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, in Section 3. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, c, in Section 3. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
Take a video of the DUNI bay 1 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item b on the safety checklist.
-
A place for everything and everything in it's place. Is the Ablation cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Laser cell section of the AM checklist ask the Manufacturing Technician to show you how they validate item e. Once they demonstrate their technique preform the check yourself, Pull out lens holder on the ablation upper and lower lens. Make sure holder is not damaged and ensure the lens is free from dust and debris. Take a photo of the lens condition, then put the holder and lens back into the ablation laser, ensuring that both are fully seated and secure. Was the Lens free of dust and debris?
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
Clear, frequent communication helps people perform their jobs efficiently. Here at AMTB Woodstock we have many forms of communication available to every team member. Does the Manufacturing Technician know the escalation procedure?
-
The escalation procedure is available in the lines team folder for reference. Please show the Manufacturing Technician the escalation procedure.
-
Ask the Manufacturing Technician if they are running the line and experience downtime, when should the Manufacturing Technician escalate to their Supervisor?
-
Explain to the Manufacturing Technician that all downtime must be reported to the Shift Supervisor per the escalation procedure.
-
Communication between shifts is vital for any troubleshooting or critical items that may not be included in standard work instructions. Ask the Manufacturing Technician to provide 3 different ways that they are able to communicate to either the shift before them or after them.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the ablation line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items d, e, f, and g in Section 3. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the SUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Take a video of the SUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items d, e, f, and g in Section 3. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the SUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Take a video of the SUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items d, e, f, and g in Section 3. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the SUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Take a video of the SUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items d, e, f, and g in Section 3. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the SUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Take a video of the SUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items d, e, f, and g in Section 3. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the SUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Take a video of the SUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items d, e, f, and g in Section 3. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the SUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Take a video of the SUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items d, e, f, and g in Section 3. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the SUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Take a video of the SUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items d, e, f, and g in Section 3. Follow the "Key Points" section for each item in order to verify process conformance.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the SUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
Take a video of the SUNI bay 2 having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is to verify process conformance for item d on the safety checklist.
-
A place for everything and everything in it's place. Is the Ablation cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Laser cell section of the AM checklist ask the Manufacturing Technician to show you how they validate item f. Once they demonstrate their technique preform the check yourself, Pull out lens holder on the plasma upper and lower system. Make sure the holder is not damaged and ensure the lens is free from dust and debris. Take a photo of the lens condition, then put the holder and lens back into the assembly, ensuring that both are fully seated and secure. Was the Lens free of dust and debris?
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
The Min/Max for all ablation WIP and raw lanes are posted on the hanging signs. Audit the WIP and raw material lanes in between ablation lines 1 and 2. Take note of all lanes that have either to many or to few pallets. Were there any part numbers that did not follow the posted Min/Max quantity?
-
Type in all part numbers that are non-conforming followed by the number of pallets in the laneway. Take a photo of the laneway condition.
-
Do the condition of the laneways impede forklift traffic?
-
Call the production Supervisor on shift. Laneways must be clear of all excessive pallets and moved to the overflow lanes.
-
Has the issue been ressolved?
-
Take 2 photos of the WIP and Raw lanes that show the areas in between ablation line 1 and ablation line 2 are clear of excess pallets and that all lanes have material.
-
Which Shift are you Auditing on
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the weld line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
A place for everything and everything in it's place. Is the weld cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Welding Head section of the AM checklist ask the Manufacturing Technician to show you how they validate item a. Once they show you preform the check yourself, Visually inspect the beam trap channels for any built up (especially on the both ends). Where the beam traps Ok? Did the Manufacturing Technician inspect the beam traps correctly? Take a photo of the roller condition.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
Accessing the most up to date information is critical to all processes. Ask the Manufacturing Technician to open IQS lineside, does the Manufacturing Technician have access to IQS?
-
Ask the Manufacturing Technician how they ensure the documents they have are the most up to date version. Record their answer.
-
Ask the Manufacturing Technician to search and show you the most recent version of the welding validation tag on IQS. Take a photo of the document on IQS. Was the Manufacturing Technician able to locate the correct file?
-
Elaborate on why the file was not able to be located. Lack of training? Not sure what to search? No file appeared?
-
Funnel Cloud is a multi-functional reporting system that is currently installed on this line. Is the Manufacturing technician able to locate the FunnelCloud SWI on IQS?
-
FunnelCloud SWI's can be found using the following documnet ID's 09955-CAD, 09959-CAD, and 09960-CAD. Locate these documents on IQS and present them to the operator.
-
Has the downtime for the machine been recorded? Take a photo of the funnel cloud report located on the large TV above the HMI.
-
Ask the Manufacturing Technician why the downtime has not been recorded yet.
-
Has all downtime been classified? Take a photo of the classified downtime.
-
Ask the Manufacturing Technician why there is unclassified downtime.
-
Accurate scrap reporting is essential to an accurate inventory value. Ask the Manufacturing technician how many scrap parts they have produced this run. Does the scrap reported on the FunnelCloud system match what was reported?
-
Ask the Manufacturing Technician about the discrepancy and why they believe the two number are not matching.
-
Go to the machine activity section on the left hand of the screen, then select the unclassified option in the top right hand corner.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the weld line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
A place for everything and everything in it's place. Is the weld cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Laser cell section of the AM checklist ask the Manufacturing Technician to show you how they validate items c and d. Once they show you preform the check yourself, visually inspect both the Souvis 1 and Souvis 2 upper cameras for dirt or debris. Where the len's free of debris? Did the Manufacturing Technician inspect the lens? Take a photo of the lens condition.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
Interview the Manufacturing Technician, ask them the functionality of the Souvis system and what they believe each camera is designed for. Then ask them why it is important to have the correct limitations set for all systems during a production run.
-
During every changeover the Manufacturing Technicians must fully complete a copy of the changeover checklist. Ask the Manufacturing Technician if they can provide the changeover checklist for the last changeover that took place. Is the changeover checklist completed?
-
Is the changeover checklist that is being used the most current version? Use the below file for reference. ( If the file is no longer visible deselect your answer)
-
Current version of Weld line changeover checklist.
-
Ask the Manufacturing Technician to show you what program is being ran on the HMI. Then ask to see the current Istack counter. Go into the weld cell with the Manufacturing Technician and inspect the physical Istack. Does the number on the HMI match the physical number of parts on the table?
-
How many parts are on the Istack table?
-
Interview the Manufacturing Technician. Ask them why the Istack is over the maximum quantity allowed. While completing the audit ask the Technician to empty the Istack.
-
During this audit did you notice any other non-conformances that might not have been specifically asked? If so please record it below.
-
Do you have any suggestions for future audits? If so please record it below.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the weld line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items c, e, g and i in the Destacking Area. Make sure all the line has came to a complete stop before checking the E-stops. Press the E-stop at the destacking bays and verify that the power at the HMI station drops out. Do all E-stops function properly?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items c, e, g and i in the Destacking Area. Make sure all the line has came to a complete stop before checking the E-stops. Press the E-stop at the destacking bays and verify that the power at the HMI station drops out. Do all E-stops function properly?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items c, e, g and i in the Destacking Area. Make sure all the line has came to a complete stop before checking the E-stops. Press the E-stop at the destacking bays and verify that the power at the HMI station drops out. Do all E-stops function properly?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items c, e, g and i in the Destacking Area. Make sure all the line has came to a complete stop before checking the E-stops. Press the E-stop at the destacking bays and verify that the power at the HMI station drops out. Do all E-stops function properly?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items c, e, g and i in the Destacking Area. Make sure all the line has came to a complete stop before checking the E-stops. Press the E-stop at the destacking bays and verify that the power at the HMI station drops out. Do all E-stops function properly?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items c, e, g and i in the Destacking Area. Make sure all the line has came to a complete stop before checking the E-stops. Press the E-stop at the destacking bays and verify that the power at the HMI station drops out. Do all E-stops function properly?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items c, e, g and i in the Destacking Area. Make sure all the line has came to a complete stop before checking the E-stops. Press the E-stop at the destacking bays and verify that the power at the HMI station drops out. Do all E-stops function properly?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items c, e, g and i in the Destacking Area. Make sure all the line has came to a complete stop before checking the E-stops. Press the E-stop at the destacking bays and verify that the power at the HMI station drops out. Do all E-stops function properly?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
A place for everything and everything in it's place. Is the weld cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Laser cell section of the AM checklist ask the Manufacturing Technician to show you how they validate item i. Once they show you preform the check yourself, Make sure that shim is not bend and there is no wear and tear on ablation shoe's shim as shown in pic. Visually check for built-up material inside the suction shoe and hose of the ablation and welding unit. Was the ablation shoe clean of dirt and debris, and was the shim free of any bends? Take a photo of the shoe condition.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
The customer is our focus. The Quality of our parts is how we ensure our customer is protected. In process checks are required by our customers to be completed every 30 minutes. Ask the Manufacturing technician to locate their IP check for all parts that were ran on this shift. Has the IP Sheet been completed? Take a photo of the IP sheet on the line.
-
Interview the Manufacturing Technician asking why the IP checks have not been completed.
-
All IP check sheets need to be the most up to date version from IQS. Old revisions of IP sheets do not include recent customer directions or concerns. Is the Operator using the most up to date IP sheet? Use the reference below to verify.
-
-
The In Process Check sheet asks Manufacturing Technicians to check for all weld defects and any raw material damage. Check a part at the end of the line, do you see any defects?
-
Call the Quality Technicians and Production Supervisor on shift to verify the part, if there is a concern the run may need to be re-ablated, re-brushed or put on hold. Pause the line until a decision is made.
-
Validation tags are used by Manufacturing Technicians in order to verify the quality of their product to their customer. Is the Manufacturing Technician using the correct version of the validation tags, and is the validation tag filled in? Take a photo of the validation tag if possible.
-
An example of the most recent version of 02437-WOS
-
An example of the most recent version of 02437-WOS
-
Ask the Manufacturing Technician what our Quality Policy is. Please record their answer in the space provided.
-
Did the Manufacturing Technician know the quality policy?
- Yes
- No
- Not Sure/ I do not know the Quality Policy
-
Explain FIRST to the Manufacturing Technician.
-
Clear, frequent communication helps people perform their jobs efficiently. Here at AMTB Woodstock we have many forms of communication available to every team member. Does the Manufacturing Technician know the escalation procedure?
-
The escalation procedure is available in the lines team folder for reference. Please show the Manufacturing Technician the escalation procedure. /
-
Ask the Manufacturing Technician if they are running the line and experience downtime, when should the Manufacturing Technician escalate to their Supervisor?
-
Explain to the Manufacturing Technician that all downtime must be reported to the Shift Supervisor per the escalation procedure.
-
Communication between shifts is vital for any troubleshooting or critical items that may not be included in standard work instructions. Ask the Manufacturing Technician to provide 3 different ways that they are able to communicate to either the shift before them or after them.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the weld line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a and b in the Patch/WROB Area. Break the light curtain of the patch turn table and confirm that the red fault light triggers. Then hit the E-Stop and check to see if the power in the HMI station drops out. Are all safety items at the patch turn table working as intended?
-
Take a video of the patch turn table having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red.
-
Inform the Production Supervisor and Maintenance Manager.
-
Make sure that shim is not bend and there is no wear and tear on ablation shoe's shim as shown in pic. Visually check for built-up material inside the suction shoe and hose of the ablation and welding unit
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a and b in the Patch/WROB Area. Break the light curtain of the patch turn table and confirm that the red fault light triggers. Then hit the E-Stop and check to see if the power in the HMI station drops out. Are all safety items at the patch turn table working as intended?
-
Take a video of the patch turn table having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red.
-
Inform the Production Supervisor and Maintenance Manager.
-
Make sure that shim is not bend and there is no wear and tear on ablation shoe's shim as shown in pic. Visually check for built-up material inside the suction shoe and hose of the ablation and welding unit
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a and b in the Patch/WROB Area. Break the light curtain of the patch turn table and confirm that the red fault light triggers. Then hit the E-Stop and check to see if the power in the HMI station drops out. Are all safety items at the patch turn table working as intended?
-
Take a video of the patch turn table having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red.
-
Inform the Production Supervisor and Maintenance Manager.
-
Make sure that shim is not bend and there is no wear and tear on ablation shoe's shim as shown in pic. Visually check for built-up material inside the suction shoe and hose of the ablation and welding unit
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a and b in the Patch/WROB Area. Break the light curtain of the patch turn table and confirm that the red fault light triggers. Then hit the E-Stop and check to see if the power in the HMI station drops out. Are all safety items at the patch turn table working as intended?
-
Take a video of the patch turn table having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red.
-
Inform the Production Supervisor and Maintenance Manager.
-
Make sure that shim is not bend and there is no wear and tear on ablation shoe's shim as shown in pic. Visually check for built-up material inside the suction shoe and hose of the ablation and welding unit
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a and b in the Patch/WROB Area. Break the light curtain of the patch turn table and confirm that the red fault light triggers. Then hit the E-Stop and check to see if the power in the HMI station drops out. Are all safety items at the patch turn table working as intended?
-
Take a video of the patch turn table having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red.
-
Inform the Production Supervisor and Maintenance Manager.
-
Make sure that shim is not bend and there is no wear and tear on ablation shoe's shim as shown in pic. Visually check for built-up material inside the suction shoe and hose of the ablation and welding unit
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a and b in the Patch/WROB Area. Break the light curtain of the patch turn table and confirm that the red fault light triggers. Then hit the E-Stop and check to see if the power in the HMI station drops out. Are all safety items at the patch turn table working as intended?
-
Take a video of the patch turn table having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red.
-
Inform the Production Supervisor and Maintenance Manager.
-
Make sure that shim is not bend and there is no wear and tear on ablation shoe's shim as shown in pic. Visually check for built-up material inside the suction shoe and hose of the ablation and welding unit
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a and b in the Patch/WROB Area. Break the light curtain of the patch turn table and confirm that the red fault light triggers. Then hit the E-Stop and check to see if the power in the HMI station drops out. Are all safety items at the patch turn table working as intended?
-
Take a video of the patch turn table having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red.
-
Inform the Production Supervisor and Maintenance Manager.
-
Make sure that shim is not bend and there is no wear and tear on ablation shoe's shim as shown in pic. Visually check for built-up material inside the suction shoe and hose of the ablation and welding unit
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a and b in the Patch/WROB Area. Break the light curtain of the patch turn table and confirm that the red fault light triggers. Then hit the E-Stop and check to see if the power in the HMI station drops out. Are all safety items at the patch turn table working as intended?
-
Take a video of the patch turn table having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red.
-
Inform the Production Supervisor and Maintenance Manager.
-
Make sure that shim is not bend and there is no wear and tear on ablation shoe's shim as shown in pic. Visually check for built-up material inside the suction shoe and hose of the ablation and welding unit
-
A place for everything and everything in it's place. Is the weld cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Laser cell section of the AM checklist ask the Manufacturing Technician to show you how they validate item f. Once they show you preform the check yourself, visually inspect the inner optic on the weld head. Was the optic in good condition (did not require cleaning)? Take a photo of the optic condition.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
Ask the Manufacturing Technician why Autonomous Maintenance is important and why they are asked to completed it at the start of every shift. Please record their answer.
-
Autonomous Maintenance (AM) is designed to identify critical issues before they lead to critical equipment failures. For this reason AM checks need to be completed at the start of every shift. In the next questions of the LPA we will validate that the AM checks have been completed diligently. Firstly ask the Manufacturing technician to locate the AM checklist. Has the sheet been fully filled in?
-
Ask the Manufacturing Technician to fill in their required AM checks before proceeding with the audit. Ask the operator why the AM checks were not completed at the beginning of the shift.
-
Was there any items flagged requiring immediate action?
-
Ask the Manufacturing Technician what was done to resolve the issue.
-
Work with the Manufacturing Technician to verify items a from both Section 4 & 5 - Patch/WROB area. Follow all steps in the key points section in order to verify each item. Take a video of of the validation process for section 4, ensuring to capture the condition of all water hoses and fitting that are at the IPG Ablation control panel. During the validation process did you find any non-conformances?
-
Describe the non-conformance below. Ask the Manufacturing Technician to resolve the issue before continuing with the audit.
-
Work with the Manufacturing Technician to verify items a and b from Section 7 - Ablation Dust Collector, and items a and b from Section 8 - Weld Dust Collector. Ask the Manufacturing technician where these filters and dust collectors are, inspect the filters and dust collectors to verify they are not full. Once each drum is open take a picture showing the current waste levels. During the validation process did you find any non-conformances?
-
Ask the Manufacturing Technician to correct the non-conformance before proceeding with the audit.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the weld line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved if possible?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, and e in the Stacking/NOK Area. Press the E-Stop buttons for both stacking bays and the safety door. Are all E-Stops functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, and e in the Stacking/NOK Area. Press the E-Stop buttons for both stacking bays and the safety door. Are all E-Stops functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, and e in the Stacking/NOK Area. Press the E-Stop buttons for both stacking bays and the safety door. Are all E-Stops functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, and e in the Stacking/NOK Area. Press the E-Stop buttons for both stacking bays and the safety door. Are all E-Stops functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, and e in the Stacking/NOK Area. Press the E-Stop buttons for both stacking bays and the safety door. Are all E-Stops functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, and e in the Stacking/NOK Area. Press the E-Stop buttons for both stacking bays and the safety door. Are all E-Stops functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, and e in the Stacking/NOK Area. Press the E-Stop buttons for both stacking bays and the safety door. Are all E-Stops functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, and e in the Stacking/NOK Area. Press the E-Stop buttons for both stacking bays and the safety door. Are all E-Stops functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
A place for everything and everything in it's place. Is the weld cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Laser cell section of the AM checklist ask the Manufacturing Technician to show you how they validate item g. Once they show you preform the check yourself, visually inspect weld head brushes for wear and tear. Did you or the Manufacturing Technician need to clean any dust or debris from the weld head brushes? Take a photo of the brushes condition.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
The customer is our focus. The Quality of our parts is how we ensure our customer is protected. In process checks are required by our customers to be completed every 30 minutes. Ask the Manufacturing technician to locate their IP check for all parts that were ran on this shift. Has the IP Sheet been completed? Take a photo of the IP sheet on the line.
-
Interview the Manufacturing Technician asking why the IP checks have not been completed.
-
All IP check sheets need to be the most up to date version from IQS. Old revisions of IP sheets do not include recent customer directions or concerns. Is the Operator using the most up to date IP sheet? Use the reference below to verify.
-
-
The In Process Check sheet asks Manufacturing Technicians to check for all weld defects and any raw material damage. Check a part at the end of the line, do you see any defects?
-
Call the Quality Technicians and Production Supervisor on shift to verify the part, if there is a concern the run may need to be re-ablated, re-brushed or put on hold. Pause the line until a decision is made.
-
Validation tags are used by Manufacturing Technicians in order to verify the quality of their product to their customer. Is the Manufacturing Technician using the correct version of the validation tags, and is the validation tag filled in? Take a photo of the validation tag if possible.
-
An example of the most recent version of 02437-WOS
-
An example of the most recent version of 02437-WOS
-
Ask the Manufacturing Technician what our Quality Policy is. Please record their answer in the space provided.
-
Did the Manufacturing Technician know the quality policy?
- Yes
- No
- Not Sure/ I do not know the Quality Policy
-
Explain FIRST to the Manufacturing Technician.
-
Which Shift are you Auditing on
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the weld line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
A place for everything and everything in it's place. Is the weld cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Laser Cell Area section of the AM checklist ask the Manufacturing Technician to show you how they validate item a. Once they show you preform the check yourself, Inspect Suction Cups of DUni/Suni and PosUni.. Where the suction cups OK? Did the Manufacturing Technician inspect the beam traps correctly? Take a photo of the suction cup condition.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
Interview the Manufacturing Technician, ask them the functionality of the Souvis system and what they believe each camera is designed for. Then ask them why it is important to have the correct limitations set for all systems during a production run.
-
During every changeover the Manufacturing Technicians must fully complete a copy of the changeover checklist. Ask the Manufacturing Technician if they can provide the changeover checklist for the last changeover that took place. Is the changeover checklist completed?
-
Is the changeover checklist that is being used the most current version? Use the below file for reference. ( If the file is no longer visible deselect your answer)
-
Current version of Weld line changeover checklist.
-
Are there any earth magnets on the DBcon? Picture references where the earth magnets are located.
-
Interview the Manufacturing Technician and ask them why there are earth magnets on the DBcon. If there is no know blank concerns the magnets should be removed before continuing the operation of the line.
-
Ask the Manufacturing Technician to check the direction of the filler wire. Is the filler wire set to the thicker, thinner, or center of the weld seam?
-
The filler wire direction should never be set to the thinner blank. Ask the Manufacturing technician to set the filler wire direction to the thicker blank. Ask the Manufacturing Technician why the filler wire direction was setup incorrectly.
-
The customer is our focus. The Quality of our parts is how we ensure our customer is protected. In process checks are required by our customers to be completed every 30 minutes. Ask the Manufacturing technician to locate their IP check for all parts that were ran on this shift. Has the IP Sheet been completed? Take a photo of the IP sheet on the line.
-
Interview the Manufacturing Technician asking why the IP checks have not been completed.
-
All IP check sheets need to be the most up to date version from IQS. Old revisions of IP sheets do not include recent customer directions or concerns. Is the Operator using the most up to date IP sheet? Use the reference below to verify.
-
-
The In Process Check sheet asks Manufacturing Technicians to check for all weld defects and any raw material damage. Check a part at the end of the line, do you see any defects?
-
Call the Quality Technicians and Production Supervisor on shift to verify the part, if there is a concern the run may need to be re-ablated, re-brushed or put on hold. Pause the line until a decision is made.
-
Validation tags are used by Manufacturing Technicians in order to verify the quality of their product to their customer. Is the Manufacturing Technician using the correct version of the validation tags, and is the validation tag filled in? Take a photo of the validation tag if possible.
-
An example of the most recent version of 02437-WOS
-
An example of the most recent version of 02437-WOS
-
Ask the Manufacturing Technician what our Quality Policy is. Please record their answer in the space provided.
-
Did the Manufacturing Technician know the quality policy?
- Yes
- No
- Not Sure/ I do not know the Quality Policy
-
Explain FIRST to the Manufacturing Technician.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the weld line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
A place for everything and everything in it's place. Is the weld cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Laser cell section of the AM checklist ask the Manufacturing Technician to show you how they validate items d and e. Once they show you preform the check yourself, visually inspect both the Souvis 1 and Souvis 2 upper cameras for dirt or debris. Where the lens free of debris? Did the Manufacturing Technician inspect the lens? Take a photo of the lens condition.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
Accessing the most up to date information is critical to all processes. Ask the Manufacturing Technician to open IQS lineside, does the Manufacturing Technician have access to IQS?
-
Ask the Manufacturing Technician how they ensure the documents they have are the most up to date version. Record their answer.
-
Ask the Manufacturing Technician to search and show you the most recent version of the welding validation tag on IQS. Take a photo of the document on IQS. Was the Manufacturing Technician able to locate the correct file?
-
Elaborate on why the file was not able to be located. Lack of training? Not sure what to search? No file appeared?
-
In 2023 we had a process change at the back of the Souspeed for dispositioning Souvis rejected material. Ask the Manufacturing technician to demonstrate the disposition process. Refer to the attached SWI. Did the Manufacturing Technician demonstrate the dispositioning correctly?
-
SWI referenced.
-
Deselect the above anwser to bring up the SWI again. Share this with the Manufacturing Technician and explain what the process is.
-
Was the Manufacturing Technician wearing their brown apron during the disposition process?
-
Record a spot the hazard for this situation. Explain the proper PPE for this process includes wearing a brown apron while handling material. Was a STH recorded?
-
Funnel Cloud is a multi-functional reporting system that is currently installed on this line. Is the Manufacturing technician able to locate the FunnelCloud SWI on IQS?
-
FunnelCloud SWI's can be found using the following documnet ID's 09955-CAD, 09959-CAD, and 09960-CAD. Locate these documents on IQS and present them to the operator.
-
Has the downtime for the machine been recorded? Take a photo of the funnel cloud report located on the large TV above the HMI.
-
Ask the Manufacturing Technician why the downtime has not been recorded yet.
-
Has all downtime been classified? Take a photo of the classified downtime.
-
Ask the Manufacturing Technician why there is unclassified downtime.
-
Accurate scrap reporting is essential to an accurate inventory value. Ask the Manufacturing technician how many scrap parts they have produced this run. Does the scrap reported on the FunnelCloud system match what was reported?
-
Ask the Manufacturing Technician about the discrepancy and why they believe the two number are not matching.
-
Go to the machine activity section on the left hand of the screen, then select the unclassified option in the top right hand corner.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the weld line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items c, e, g and i in the Destacking Area. Make sure all the line has came to a complete stop before checking the E-stops. Press the E-stop at the destacking bays and verify that the power at the HMI station drops out. Do all E-stops function properly?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items c, e, g and i in the Destacking Area. Make sure all the line has came to a complete stop before checking the E-stops. Press the E-stop at the destacking bays and verify that the power at the HMI station drops out. Do all E-stops function properly?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items c, e, g and i in the Destacking Area. Make sure all the line has came to a complete stop before checking the E-stops. Press the E-stop at the destacking bays and verify that the power at the HMI station drops out. Do all E-stops function properly?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items c, e, g and i in the Destacking Area. Make sure all the line has came to a complete stop before checking the E-stops. Press the E-stop at the destacking bays and verify that the power at the HMI station drops out. Do all E-stops function properly?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items c, e, g and i in the Destacking Area. Make sure all the line has came to a complete stop before checking the E-stops. Press the E-stop at the destacking bays and verify that the power at the HMI station drops out. Do all E-stops function properly?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items c, e, g and i in the Destacking Area. Make sure all the line has came to a complete stop before checking the E-stops. Press the E-stop at the destacking bays and verify that the power at the HMI station drops out. Do all E-stops function properly?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items c, e, g and i in the Destacking Area. Make sure all the line has came to a complete stop before checking the E-stops. Press the E-stop at the destacking bays and verify that the power at the HMI station drops out. Do all E-stops function properly?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items c, e, g and i in the Destacking Area. Make sure all the line has came to a complete stop before checking the E-stops. Press the E-stop at the destacking bays and verify that the power at the HMI station drops out. Do all E-stops function properly?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the destacking bays. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
A place for everything and everything in it's place. Is the weld cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Laser cell section of the AM checklist ask the Manufacturing Technician to show you how they validate item c. Once they show you preform the check yourself, Visually inspect rollers and clean if necessary. Notify Supervisor, If find damage or any other abnormalities. Was there any damage or abnormalities found? After cleaning the rollers was there any debris left over? Take a photo of the shoe condition.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
Ask the Manufacturing Technician why Autonomous Maintenance is important and why they are asked to completed it at the start of every shift. Please record their answer.
-
Autonomous Maintenance (AM) is designed to identify critical issues before they lead to critical equipment failures. For this reason AM checks need to be completed at the start of every shift. In the next questions of the LPA we will validate that the AM checks have been completed diligently. Firstly ask the Manufacturing technician to locate the AM checklist. Has the sheet been fully filled in?
-
Ask the Manufacturing Technician to fill in their required AM checks before proceeding with the audit. Ask the operator why the AM checks were not completed at the beginning of the shift.
-
Was there any items flagged requiring immediate action?
-
Ask the Manufacturing Technician what was done to resolve the issue.
-
Work with the Manufacturing Technician to verify items a and b from both Section 2 - Ablation Laser/Optic Chiller area. Follow all steps in the key points section in order to verify each item. Take a video of of the validation process, ensuring to capture the condition of all water hoses and that the dial is in the green zone. During the validation process did you find any non-conformances?
-
Describe the non-conformance below. Ask the Manufacturing Technician to resolve the issue before continuing with the audit.
-
Work with the Manufacturing Technician to verify items a and b from Section 6 - Ablation Dust Collector, and items a and b from Section 7 - Weld Dust Collector. Ask the Manufacturing technician where these filters and dust collectors are, inspect the filters and dust collectors to verify they are not full. Once each drum is open take a picture showing the current waste levels. During the validation process did you find any non-conformances?
-
Ask the Manufacturing Technician to correct the non-conformance before proceeding with the audit.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the weld line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved if possible?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, and e in the Stacking/NOK Area. Press the E-Stop buttons for both stacking bays and the safety door. Are all E-Stops functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, and e in the Stacking/NOK Area. Press the E-Stop buttons for both stacking bays and the safety door. Are all E-Stops functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, and e in the Stacking/NOK Area. Press the E-Stop buttons for both stacking bays and the safety door. Are all E-Stops functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, and e in the Stacking/NOK Area. Press the E-Stop buttons for both stacking bays and the safety door. Are all E-Stops functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, and e in the Stacking/NOK Area. Press the E-Stop buttons for both stacking bays and the safety door. Are all E-Stops functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, and e in the Stacking/NOK Area. Press the E-Stop buttons for both stacking bays and the safety door. Are all E-Stops functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, and e in the Stacking/NOK Area. Press the E-Stop buttons for both stacking bays and the safety door. Are all E-Stops functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, and e in the Stacking/NOK Area. Press the E-Stop buttons for both stacking bays and the safety door. Are all E-Stops functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
A place for everything and everything in it's place. Is the weld cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Laser cell section of the AM checklist ask the Manufacturing Technician to show you how they validate item k. Once they show you preform the check yourself, Remove the weld suction unit to access the beam trap channel. Use scraper bar to remove the built up from the side walls of beam trap channel. Use vacuum to clean debris from magnet chain surface. Afterwards use stone to eliminate the left over debris. Was the beam trap and magnet chain free of dirt and debris, did the beam trap or magnet chain require additional cleaning? Take a photo of the magnet chain condition.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
Clear, frequent communication helps people perform their jobs efficiently. Here at AMTB Woodstock we have many forms of communication available to every team member. Does the Manufacturing Technician know the escalation procedure?
-
The escalation procedure is available in the lines team folder for reference. Please show the Manufacturing Technician the escalation procedure. /
-
Ask the Manufacturing Technician if they are running the line and experience downtime, when should the Manufacturing Technician escalate to their Supervisor?
-
Explain to the Manufacturing Technician that all downtime must be reported to the Shift Supervisor per the escalation procedure.
-
Communication between shifts is vital for any troubleshooting or critical items that may not be included in standard work instructions. Ask the Manufacturing Technician to provide 3 different ways that they are able to communicate to either the shift before them or after them.
-
Ask the Manufacturing Technician to bring up the operating parameters on the welding HMI. Take a photo of this screen for reference. Then ask the Manufacturing Technician to bring up the parameter log. Do the parameters on the HMI screen match the parameter log?
-
How many parameters do not match with the log?
-
List each parameter, their value on the HMI, and then the value on the log. (e.g. Power, 85,90. Filler wire Speed 5,10.)
-
List the parameter, their value on the HMI, and then the value on the log. (e.g. Power, 85,90.)
-
Which Shift are you Auditing on
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the weld line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify item a in the Trumark/Turnover Area. Open the door and press the E-stop, then check to see if the power in the HMI station drops out. Are all safety items at the Trumark area working as intended?
-
Take a video of the Trumark area having a green light indicating the line is ready to run. Then proceed to open the safety door and hit the E-stop and continue to take a video of the fault light changing to red.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the Trumark area having a green light indicating the line is ready to run. Then proceed to open the safety door and hit the E-stop and continue to take a video of the fault light changing to red.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify item a in the Trumark/Turnover Area. Open the door and press the E-stop, then check to see if the power in the HMI station drops out. Are all safety items at the Trumark area working as intended?
-
Take a video of the Trumark area having a green light indicating the line is ready to run. Then proceed to open the safety door and hit the E-stop and continue to take a video of the fault light changing to red.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the Trumark area having a green light indicating the line is ready to run. Then proceed to open the safety door and hit the E-stop and continue to take a video of the fault light changing to red.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify item a in the Trumark/Turnover Area. Open the door and press the E-stop, then check to see if the power in the HMI station drops out. Are all safety items at the Trumark area working as intended?
-
Take a video of the Trumark area having a green light indicating the line is ready to run. Then proceed to open the safety door and hit the E-stop and continue to take a video of the fault light changing to red.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the Trumark area having a green light indicating the line is ready to run. Then proceed to open the safety door and hit the E-stop and continue to take a video of the fault light changing to red.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify item a in the Trumark/Turnover Area. Open the door and press the E-stop, then check to see if the power in the HMI station drops out. Are all safety items at the Trumark area working as intended?
-
Take a video of the Trumark area having a green light indicating the line is ready to run. Then proceed to open the safety door and hit the E-stop and continue to take a video of the fault light changing to red.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the Trumark area having a green light indicating the line is ready to run. Then proceed to open the safety door and hit the E-stop and continue to take a video of the fault light changing to red.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify item a in the Trumark/Turnover Area. Open the door and press the E-stop, then check to see if the power in the HMI station drops out. Are all safety items at the Trumark area working as intended?
-
Take a video of the Trumark area having a green light indicating the line is ready to run. Then proceed to open the safety door and hit the E-stop and continue to take a video of the fault light changing to red.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the Trumark area having a green light indicating the line is ready to run. Then proceed to open the safety door and hit the E-stop and continue to take a video of the fault light changing to red.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify item a in the Trumark/Turnover Area. Open the door and press the E-stop, then check to see if the power in the HMI station drops out. Are all safety items at the Trumark area working as intended?
-
Take a video of the Trumark area having a green light indicating the line is ready to run. Then proceed to open the safety door and hit the E-stop and continue to take a video of the fault light changing to red.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the Trumark area having a green light indicating the line is ready to run. Then proceed to open the safety door and hit the E-stop and continue to take a video of the fault light changing to red.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify item a in the Trumark/Turnover Area. Open the door and press the E-stop, then check to see if the power in the HMI station drops out. Are all safety items at the Trumark area working as intended?
-
Take a video of the Trumark area having a green light indicating the line is ready to run. Then proceed to open the safety door and hit the E-stop and continue to take a video of the fault light changing to red.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the Trumark area having a green light indicating the line is ready to run. Then proceed to open the safety door and hit the E-stop and continue to take a video of the fault light changing to red.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify item a in the Trumark/Turnover Area. Open the door and press the E-stop, then check to see if the power in the HMI station drops out. Are all safety items at the Trumark area working as intended?
-
Take a video of the Trumark area having a green light indicating the line is ready to run. Then proceed to open the safety door and hit the E-stop and continue to take a video of the fault light changing to red.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the Trumark area having a green light indicating the line is ready to run. Then proceed to open the safety door and hit the E-stop and continue to take a video of the fault light changing to red.
-
A place for everything and everything in it's place. Is the weld cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Welding Head section of the AM checklist ask the Manufacturing Technician to show you how they validate item i. Once they show you preform the check yourself, Inspect and clean for large amount of spatter build-up and replace tip if necessary. Ensure that, the correct diameter and latest design tip is being used. Was the wire feed tip ok? Take a photo of the wire tip condition.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
Ask the Manufacturing Technician to bring up the operating parameters on the welding HMI. Take a photo of this screen for reference. Then ask the Manufacturing Technician to bring up the parameter log. Do the parameters on the HMI screen match the parameter log?
-
How many parameters do not match with the log?
-
List each parameter, their value on the HMI, and then the value on the log. (e.g. Power, 85,90. Filler wire Speed 5,10.)
-
List the parameter, their value on the HMI, and then the value on the log. (e.g. Power, 85,90.)
-
Ask the Manufacturing Technician to bring up funnel cloud and show you their downtime reason codes. What are the top 3 reason for downtime on the shift? (If the shift has just started ask the Manufacturing Technician to bring up the previous shifts data instead(If Funnel Cloud is not available ask to see the excel tracking sheet.))
-
In 2023 two of the top 5 reasons for solvable downtime were blank related. Ask the Manufacturing Technician for a measuring tape and to assist you in the inactive destacking bay. Check all pallets positions in comparison to the respective parts drawing, are there any stacks out of position?
-
Work with the Manufacturing Technician to locate and take a photo of the supplier tag. Which part number was out of tolerance?
-
If possible fix the stack position to run the material on the line. Then call QA to validate all pallet in the WIP lanes. An escalation has been sent to the Supplier Quality Engineer.
-
Inspect the weld edges, are there any metal flakes that could potentially cause crowding issues?
-
Follow the GSW attached to prepare the pallets in the inactive bay for welding.
-
Interview the Manufacturing technician and ask them why this was not completed already.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the weld line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items a, b, and c from section 2. Inspect the function of the Safety doors in the weld cabin. Open the door, press the e-stop and confirm that the master power at the HMI station drops out for each door. Does the power at the HMI shut off for each safety door?
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
Start a video at the Ablation HMI showing the power to the cell is currently on. Then continue the video with you activating the Estop on one of the safety doors. Once the E-stop is engaged pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
A place for everything and everything in it's place. Is the weld cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Welding Head section of the AM checklist ask the Manufacturing Technician to show you how they validate items d and e. Once they show you preform the check yourself, visually inspect both the Souvis 1 and plasma lenses for dirt or debris. Where the lenses free of debris? Did the Manufacturing Technician inspect the lens? Take a photo of the lens condition.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
Accessing the most up to date information is critical to all processes. Ask the Manufacturing Technician to open IQS lineside, does the Manufacturing Technician have access to IQS?
-
Ask the Manufacturing Technician how they ensure the documents they have are the most up to date version. Record their answer.
-
Ask the Manufacturing Technician to search and show you the most recent version of the welding validation tag on IQS. Take a photo of the document on IQS. Was the Manufacturing Technician able to locate the correct file?
-
Elaborate on why the file was not able to be located. Lack of training? Not sure what to search? No file appeared?
-
Funnel Cloud is a multi-functional reporting system that is currently installed on this line. Is the Manufacturing technician able to locate the FunnelCloud SWI on IQS?
-
FunnelCloud SWI's can be found using the following documnet ID's 09955-CAD, 09959-CAD, and 09960-CAD. Locate these documents on IQS and present them to the operator.
-
Has the downtime for the machine been recorded? Take a photo of the funnel cloud report located on the large TV above the HMI.
-
Ask the Manufacturing Technician why the downtime has not been recorded yet.
-
Has all downtime been classified? Take a photo of the classified downtime.
-
Ask the Manufacturing Technician why there is unclassified downtime.
-
Accurate scrap reporting is essential to an accurate inventory value. Ask the Manufacturing technician how many scrap parts they have produced this run. Does the scrap reported on the FunnelCloud system match what was reported?
-
Ask the Manufacturing Technician about the discrepancy and why they believe the two number are not matching.
-
Go to the machine activity section on the left hand of the screen, then select the unclassified option in the top right hand corner.
-
Ask the Manufacturing Technician to verify that the labels on the label management board are the pallets physically loaded into the destack bay. Are all destack bays labels accounted for?
-
While walking around the cell did you notice any extra raw or FG labels not associated with physical parts? If so take pictures of these labels.
-
Ask the Manufacturing Technician if there are any aluminum tape on the down positioner or magnets.
-
Ask the Manufacturing Technician why there is a need for aluminum tape.
-
If there are no concerns for flatness there should not be any tape on the magnets or down positioner. Call QA to verify the blanks, if they are within the upper tolerance limit of 3mm then ask the Manufacturing Technician to remove all tape.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the weld line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Destacking Area. Break the light curtain of all 4 destacking bays and confirm that the red fault light triggers. Are all destacking bay's fault lights working as intended?
-
Inform the Production Supervisor and Maintenance Manager
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
Take a video of the destacking bay having a green light indicating the line is ready to run. Then proceed to break the light curtain and continue to take a video of the fault light changing to red. This is only required for one of the destacking bays, not all 4.
-
A place for everything and everything in it's place. Is the weld cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Welding Head section of the AM checklist ask the Manufacturing Technician to show you how they validate item a. Once they show you preform the check yourself, inspect the magfi magnets for any dirt or debris. Was there any dirt or debris on the magfi? Did the Manufacturing Technician clean the magfi correctly? Take a photo of the magfi magnet condition.
-
Has there been any mismatch concerns during the shift?
-
Ask the Manufacturing Technician how they resolved the mismatch issue and what the root cause was.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
Interview the Manufacturing Technician, ask them the functionality of the Souvis system and what they believe each camera is designed for. Then ask them why it is important to have the correct limitations set for all systems during a production run.
-
During every changeover the Manufacturing Technicians must fully complete a copy of the changeover checklist. Ask the Manufacturing Technician if they can provide the changeover checklist for the last changeover that took place. Is the changeover checklist completed? Is so take a photo.
-
Is the changeover checklist that is being used the most current version? Use the below file for reference. ( If the file is no longer visible deselect your answer)
-
Current version of Weld line changeover checklist.
-
Ask the Manufacturing Technician to check the direction of the filler wire. Is the filler wire set to the thicker, thinner, or center of the weld seam?
-
The filler wire direction should never be set to the thinner blank. Ask the Manufacturing technician to set the filler wire direction to the thicker blank. Ask the Manufacturing Technician why the filler wire direction was setup incorrectly.
-
The customer is our focus. The Quality of our parts is how we ensure our customer is protected. In process checks are required by our customers to be completed every 30 minutes. Ask the Manufacturing technician to locate their IP check for all parts that were ran on this shift. Has the IP Sheet been completed? Take a photo of the IP sheet on the line.
-
Interview the Manufacturing Technician asking why the IP checks have not been completed.
-
All IP check sheets need to be the most up to date version from IQS. Old revisions of IP sheets do not include recent customer directions or concerns. Is the Operator using the most up to date IP sheet? Use the reference below to verify.
-
Current version of Souring IP Checklist
-
The In Process Check sheet asks Manufacturing Technicians to check for all weld defects and any raw material damage. Check a part at the end of the line, do you see any defects?
-
Call the Quality Technicians and Production Supervisor on shift to verify the part, if there is a concern the run may need to be re-ablated, re-brushed or put on hold. Pause the line until a decision is made.
-
Validation tags are used by Manufacturing Technicians in order to verify the quality of their product to their customer. Is the Manufacturing Technician using the correct version of the validation tags, and is the validation tag filled in? Take a photo of the validation tag if possible.
-
Preform a quick validation of a Finished Good pallet, is there any non conformances per the current validation standards?
-
Take a photo of the concern.
-
An example of the most recent version of 02437-WOS
-
Ask the Manufacturing Technician what our Quality Policy is. Please record their answer in the space provided.
-
Did the Manufacturing Technician know the quality policy?
- Yes
- No
- Not Sure/ I do not know the Quality Policy
-
Explain FIRST to the Manufacturing Technician.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the weld line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved if possible?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Stacking/NOK Area. Break the light curtains for all stacking bays. Are all light curtains functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the light curtain on one of the stacking bays. Once the fault is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the light curtain on one of the stacking bays. Once the fault is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Stacking/NOK Area. Break the light curtains for all stacking bays. Are all light curtains functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the light curtain on one of the stacking bays. Once the fault is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the light curtain on one of the stacking bays. Once the fault is engaged pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Stacking/NOK Area. Break the light curtains for all stacking bays. Are all light curtains functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the light curtain on one of the stacking bays. Once the fault is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the light curtain on one of the stacking bays. Once the fault is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Stacking/NOK Area. Break the light curtains for all stacking bays. Are all light curtains functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the light curtain on one of the stacking bays. Once the fault is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the light curtain on one of the stacking bays. Once the fault is engaged pan over to the HMI and record the power now being shut off.
-
Take a survey around the weld cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Stacking/NOK Area. Break the light curtains for all stacking bays. Are all light curtains functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the light curtain on one of the stacking bays. Once the fault is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the light curtain on one of the stacking bays. Once the fault is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Stacking/NOK Area. Break the light curtains for all stacking bays. Are all light curtains functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the light curtain on one of the stacking bays. Once the fault is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the light curtain on one of the stacking bays. Once the fault is engaged pan over to the HMI and record the power now being shut off.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Stacking/NOK Area. Break the light curtains for all stacking bays. Are all light curtains functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the light curtain on one of the stacking bays. Once the fault is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the light curtain on one of the stacking bays. Once the fault is engaged pan over to the HMI and record the power now being shut off.
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Layered Process audits are designed to verify process conformance. In this audit please verify items b, d, f, and h in the Stacking/NOK Area. Break the light curtains for all stacking bays. Are all light curtains functioning properly and shutting off the power to the HMI?
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the light curtain on one of the stacking bays. Once the fault is engaged pan over to the HMI and record the power now being shut off.
-
Inform the Production Supervisor and Maintenance Manager.
-
Start a video at the weld HMI showing the power to the cell is currently on. Then continue the video with you activating the light curtain on one of the stacking bays. Once the fault is engaged pan over to the HMI and record the power now being shut off.
-
A place for everything and everything in it's place. Is the weld cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
Layered Process audits are designed to verify process conformance. In the Weld Head Area section of the AM checklist ask the Manufacturing Technician to show you how they validate item f. Once they show you preform the check yourself, Inspect and clean any built-up material of each component underneath cover plates. Validate working functionality of each components. Inspect any damages to sensors and water lines. Validate proper working operation of specific cylinder for each magnets. During the validation was there any non-conformances found? Take a photo of the condition underneath the Magfi.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
We leave the same way we came in. Is the Manufacturing Technician Locking out the cell when going in to the machine? Ask the Manufacturing Technician to demonstrate the LOTO procedure if you have not witnessed them locking out yet.
-
Inform the Production Supervisor, Production Manager and Plant Manager Immediately. The Line and Audit cannot continue to operate until this is addressed.
-
Autonomous Maintenance (AM) is designed to identify critical issues before they lead to critical equipment failures. For this reason AM checks need to be completed at the start of every shift. In the next questions of the LPA we will validate that the AM checks have been completed diligently. Firstly ask the Manufacturing Technician to locate the AM checklist. Has the sheet been fully filled in?
-
Ask the Manufacturing Technician to fill in their required AM checks before proceeding with the audit. Ask the operator why the AM checks were not completed at the beginning of the shift.
-
Was there any items flagged requiring immediate action?
-
Ask the Manufacturing Technician what was done to resolve the issue.
-
Work with the Manufacturing Technician to verify items a from both Section 2 & 3 - Robots & Ptab areas. Follow all steps in the key points section in order to verify each item. Take a video of of the validation process for section 2, ensuring to capture the condition of all suction cups that are on the LEEF,SUNI, and DUNI 1&2. During the validation process did you find any non-conformances?
-
Describe the non-conformance below. Ask the Manufacturing Technician to resolve the issue before continuing with the audit.
-
Work with the Manufacturing Technician to verify items a and b from Section 10 - Ablation Dust Collector, and items a and b from Section 11 - Weld Dust Collector. Ask the Manufacturing technician where these filters and dust collectors are, inspect the filters and dust collectors to verify they are not full. Once each drum is open take a picture showing the current waste levels. During the validation process did you find any non-conformances?
-
Ask the Manufacturing Technician to correct the non-conformance before proceeding with the audit.
-
Which Shift are you Auditing on
-
Ask a Shipper/Receiver on shift to assist you in this audit. If you cannot find a Shipper you can contact them on channel 1. Record the forklift number that is currently being used.
- 1618
- 1608
- 1614
- 1617
- 20226
- 7088
- 20269
- Other/Rental
-
Record the Forklift Number. Ask the Shipper/Receiver why we required a different Forklift from the ones listed.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Shipper/Receiver wearing all PPE designated for the safe operation of a Forklift? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit. This needs to be corrected immediately before any operation can continue.
-
Has the PPE concern been fixed?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the fork lift operator cannot continue when anyone's well being are at risk.
-
Take a survey around the shipping area, including the offload and staging areas. Are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Shipper/Receiver and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Are doors 4, 5, and 11 closed?
-
Ask the Shipper/Receiver knows why these doors are open. If they do not know contact the Supervisor. Then close the door(s) that is open.
-
At the start of every shift each Shipper/Receiver is required to fill in the pre-use safety checklist. Ask the Shipper/Receiver to show you their inspection sheet. Have all scheduled checks been documented as completed?
-
Ask the Forklift Operator to complete the checklist. Then interview them asking why it was not completed before the start of the shift.
-
During the audit were there any items marked with an "X" indicating that the Supervisor on shift was notified.
-
Which item(s) was marked as an X? Record the "Inspection Item" below.
-
Call the Production Supervisor on channel 1 and ask if they are aware of the safety item that was marked as an X. Was the supervisor aware?
-
Layered process audits are designed to verify process conformance ( trust but verify). Ask the Shipper/Receiver to show you how they inspect their tires. Once they demonstrate how they check the tires, inspect them yourself making sure to follow all safety critical steps. During your inspections did you notice and deformations or damage? Take a photo or video of all 4 tires to show their conditions.
-
Work with the Shipper/Receiver to call the Production Supervisor and escalate this condition.
-
A place for everything and everything in it's place. Is the Shipping area following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the dock. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the forklift clean of any dirt and debris? Is the floor around the staging area clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the shipping area.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Shipper/Receiver received the 5S training?
-
Ask a Shipper/Receiver on shift to assist you in this audit. If you cannot find a Shipper you can contact them on channel 1. Record the forklift number that is currently being used.
- 1618
- 1608
- 1614
- 1617
- 20226
- 7088
- 20269
- Other/Rental
-
Record the Forklift Number. Ask the Shipper/Receiver why we required a different Forklift from the ones listed.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Shipper/Receiver wearing all PPE designated for the safe operation of a Forklift? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit. This needs to be corrected immediately before any operation can continue.
-
Has the PPE concern been fixed?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the fork lift operator cannot continue when anyone's well being are at risk.
-
Take a survey around the shipping area, including the offload and staging areas. Are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Shipper/Receiver and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Are doors 4, 5, and 11 closed?
-
Ask the Shipper/Receiver knows why these doors are open. If they do not know contact the Supervisor. Then close the door(s) that is open.
-
At the start of every shift each Shipper/Receiver is required to fill in the pre-use safety checklist. Ask the Shipper/Receiver to show you their inspection sheet. Have all scheduled checks been documented as completed?
-
Ask the Shipper/Receiver to complete the checklist. Then interview them asking why it was not completed before the start of the shift.
-
During the audit were there any items marked with an "X" indicating that the Supervisor on shift was notified.
-
Which item(s) was marked as an X? Record the "Inspection Item" below.
-
Call the Production Supervisor on channel 1 and ask if they are aware of the safety item that was marked as an X. Was the supervisor aware?
-
Layered process audits are designed to verify process conformance ( trust but verify). Ask the Shipper/Receiver to show you how they inspect the mast rail and assembly. Once they demonstrate how they check the mast rail and assembly, inspect them yourself making sure to follow all safety critical steps. During your inspections did you notice and deformations or damage? Take a photo or video of both the assembly and the rail to show their conditions.
-
Work with the Shipper/Receiver to call the Production Supervisor and escalate this condition.
-
A place for everything and everything in it's place. Is the Shipping area following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the dock. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the forklift clean of any dirt and debris? Is the floor around the staging area clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the shipping area.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Shipper/Receiver received the 5S training?
-
Ask a Shipper/Receiver on shift to assist you in this audit. If you cannot find a Shipper you can contact them on channel 1. Record the forklift number that is currently being used.
- 1618
- 1608
- 1614
- 1617
- 20226
- 7088
- 20269
- Other/Rental
-
Record the Forklift Number. Ask the Shipper/Receiver why we required a different Forklift from the ones listed.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Shipper/Receiver wearing all PPE designated for the safe operation of a Forklift? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit. This needs to be corrected immediately before any operation can continue.
-
Has the PPE concern been fixed?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the fork lift operator cannot continue when anyone's well being are at risk.
-
Take a survey around the shipping area, including the offload and staging areas. Are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Shipper/Receiver and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Are doors 4, 5, and 11 closed?
-
Ask the Shipper/Receiver knows why these doors are open. If they do not know contact the Supervisor. Then close the door(s) that is open.
-
At the start of every shift each Shipper/Receiver is required to fill in the pre-use safety checklist. Ask the Shipper/Receiver to show you their inspection sheet. Have all scheduled checks been documented as completed?
-
Ask the Forklift Operator to complete the checklist. Then interview them asking why it was not completed before the start of the shift.
-
During the audit were there any items marked with an "X" indicating that the Supervisor on shift was notified.
-
Which item(s) was marked as an X? Record the "Inspection Item" below.
-
Call the Production Supervisor on channel 1 and ask if they are aware of the safety item that was marked as an X. Was the supervisor aware?
-
Layered process audits are designed to verify process conformance ( trust but verify). Ask the Shipper/Receiver to show you how they inspect their hoses and lift chains. Once they demonstrate how they check the hoses and lift chains, inspect them yourself making sure to follow all safety critical steps. During your inspections did you notice any non-conforming conditions? Take a photo or video of all hoses and lift chains to show their conditions.
-
Work with the Shipper/Receiver to call the Production Supervisor and escalate this condition.
-
A place for everything and everything in it's place. Is the Shipping area following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the dock. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the forklift clean of any dirt and debris? Is the floor around the staging area clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the shipping area.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Shipper/Receiver received the 5S training?
-
Walk the FG lanes located in front of the QA lab. A pylon is mandatory in these lanes so all forklift traffic knows you are in the area. Check that each FG part is in the correct lane, and that each lane has the correct signage. Are all FG pallets in the correct spot, and all signage correct per the attached drawing?
-
Audit the area in the red outline. Ensure to check for any FG or signage that is incorrectly placed.
-
Ask the Shipper/Receiver to adjust the FG lane so we are conforming to our plant layout. Before fixing the issue take a photo of the pallet in the incorrect location and ask the Shipper/Receiver why it is in the incorrect spot. Record their answer.
-
Are there any partial pallets in the FG lane?
-
Escalate the Production Supervisor on shift, there should be no partial pallets in the FG lanes. Take a photo of the partial pallet.
-
Take a photo of the FG lane to show conforming material.
-
Ask a Shipper/Receiver on shift to assist you in this audit. If you cannot find a Shipper you can contact them on channel 1. Record the forklift number that is currently being used.
- 1618
- 1608
- 1614
- 1617
- 20226
- 7088
- 20269
- Other/Rental
-
Record the Forklift Number. Ask the Shipper/Receiver why we required a different Forklift from the ones listed.
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Shipper/Receiver wearing all PPE designated for the safe operation of a Forklift? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit. This needs to be corrected immediately before any operation can continue.
-
Has the PPE concern been fixed?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the fork lift operator cannot continue when anyone's well being are at risk.
-
Take a survey around the shipping area, including the offload and staging areas. Are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Shipper/Receiver and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Are doors 4, 5, and 11 closed?
-
Ask the Shipper/Receiver knows why these doors are open. If they do not know contact the Supervisor. Then close the door(s) that is open.
-
At the start of every shift each Shipper/Receiver is required to fill in the pre-use safety checklist. Ask the Shipper/Receiver to show you their inspection sheet. Have all scheduled checks been documented as completed?
-
Ask the Forklift Operator to complete the checklist. Then interview them asking why it was not completed before the start of the shift.
-
During the audit were there any items marked with an "X" indicating that the Supervisor on shift was notified.
-
Which item(s) was marked as an X? Record the "Inspection Item" below.
-
Call the Production Supervisor on channel 1 and ask if they are aware of the safety item that was marked as an X. Was the supervisor aware?
-
Layered process audits are designed to verify process conformance ( trust but verify). Ask the Shipper/Receiver to show you how they inspect their tires. Once they demonstrate how they check the tires, inspect them yourself making sure to follow all safety critical steps. During your inspections did you notice and deformations or damage? Take a photo or video of all 4 tires to show their conditions.
-
Work with the Shipper/Receiver to call the Production Supervisor and escalate this condition.
-
A place for everything and everything in it's place. Is the Shipping area following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the dock. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the forklift clean of any dirt and debris? Is the floor around the staging area clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the shipping area.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Shipper/Receiver received the 5S training?
-
Which Shift are you Auditing on
-
Which Shift are you Auditing on
-
This audit will be focusing on the inside of the quality lab. Safety in everything we do. Start this audit by the fume hood, is the ventilation fan on and working?
-
Ask the Quality Technician on shift to turn the fan on. If there is no Quality Technician in the lab at the time call them on channel 3. Interview the Quality Technician and ask them why the fan was not turned on.
-
Is the fume hood's glass cover all the way down? Or if in use is the cover at the safe operating height as indicated on the fume hood?
-
Ask the Quality Technician on shift to close the glass cover. If there is no Quality Technician in the lab at the time call them on channel 3. Interview the Quality Technician and ask them why the cover was not at the correct height.
-
Ask the Quality Technician to show you the labels on the nital etchant and waste containers and inspect their last emptied/expiration dates. Are any there any chemicals that are expired?
-
Take photo evidence of expired chemicals, then inform the Quality Technician to safely dispose of any expired chemicals.
-
Ask the Quality Technician on shift for a copy of the MSDS for 2% nital etchant. Was the Quality Technician able to provide the MSDS?
-
A place for everything and everything in it's place. Is the QA Lab following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the lab. If there is no issues take photos of the lab showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the floor around in the QA Lab clean with no garbage on the floor? Take a photo for any issue the lab has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Are the pre-use check lists for the mounting press, polisher, and tensile machine being filled in? Take a photo of one of the pre-use checklist.
-
Layered Process audits are designed to verify process conformance. Ask the Quality Technician to go through the pre use check list for the polisher. Go through each item with the Quality Technician and verify that there are no safety or quality concerns with the polisher. Was there any items on the checklist that failed? If so take a photo of the failed item. If no items failed take a photo of the completed checklist.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
Inspect all gauges in the Quality Lab ( Including the microscope, hardness tester, Instron tensile machine, any tape measures, Vernier calipers, micrometers, and eyeloops). Take a photo of every gauge, was there any tools or machines that are out of calibration?
-
Which gauges are out of calibration?
- Microscope
- Tape Measure
- Harness Machine
- Tensile Tester
- DinoLite
- Other
-
-
-
-
Which Shift are you Auditing on
-
-
-
-
-
Area to be audited:
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the ablation line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the Supervisor. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the supervisor on shift. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the Supervisor on shift. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the Supervisor on shift. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
A place for everything and everything in it's place. Is the Ablation cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the ablation line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the Supervisor. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the supervisor on shift. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the Supervisor on shift. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the Supervisor on shift. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
A place for everything and everything in it's place. Is the Ablation cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the ablation line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the Supervisor. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the supervisor on shift. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the Supervisor on shift. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the Supervisor on shift. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
A place for everything and everything in it's place. Is the Ablation cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the ablation line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the Supervisor. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the supervisor on shift. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the Supervisor on shift. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the Supervisor on shift. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
A place for everything and everything in it's place. Is the Ablation cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
Safety in everything we do. A safe working environment is the most critical aspect of any job. Is the Operator wearing all PPE designated for the safe operation of the ablation line? High visibility vest or uniform, cut resistant sleeves and gloves, earplugs, safety shoes, and safety glasses are all required.
-
Inform the Production Supervisor before continuing the audit and running the line. This needs to be corrected immediately before any operation can continue.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the above issue been resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the Supervisor. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the supervisor on shift. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
Take a survey around the ablation cell, including all surrounding areas are there any potential safety risks?
-
Pause the audit and create a Spot the Hazzard. Work with the Manufacturing Technician and Production Supervisor to resolve the issue before continuing.
-
Has the hazard been reported, and if possible resolved?
-
Escalate the condition to upper management. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the Supervisor on shift. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
At the beginning of the work week a safety checklist must be completed before the line can be operated. Ask the Manufacturing Technician to locate this checklist, has the checklist been completed?
-
Pause the audit and ask the Manufacturing technician to complete a pre shift safety checklist. The line cannot be operated without a filled in pre shift safety checklist completed.
-
Has the Manufacturing Technician completed the Safety checklist?
-
Escalate the condition to the Supervisor on shift. Be sure to explain why this issue has not been resolved. The audit and the operation of the line cannot continue when anyone's well being are at risk.
-
A place for everything and everything in it's place. Is the Ablation cell following the 5S practices? (Select Yes or No to see more options)
-
SORT - Eliminate what is not needed. Is there any evidence on the line of tools or items that are not required? Take a photo of any items that should be red tagged or removed from the cell. If there is no issues take photos of the cell showing good SORT practices.
-
SET IN ORDER - Organize whatever remains by neatly arranging and identifying parts and tools for ease of use. Is the Station organized? Do all tools required for the job have a designated place and is that tool in that place? If there are any items that do not have a place or are not in their place take a photo of them. If not take photos representing good SET IN ORDER practices.
-
SHINE - Is the work area clean? Is the HMI cabin clean of any dirt and debris? Is the floor around the cell clean with no edge protectors or garbage on the floor? Take a photo for any issue the cell has with SHINE. If there are no issue please take photos representing good SHINE practices.
-
STANDARDIZE - Schedule regular cleaning and maintenance by conducting daily cleaning of the cell. Is the AM checklist being followed? Take a photo of the AM checklist.
-
SUSTAIN - Make 5S a way of life by forming the habit of always following the first four S’s. Has the Manufacturing Technician received the 5S training?
-
Are there any personal items on the line?
-
-
-
During this audit did you notice any other non-conformances that might not have been specifically asked? If so please record it below.
-
Do you have any suggestions for future audits? If so please record it below.