Title Page
-
Site conducted
JL/JT Front Bumper Production LPA
-
Date:
-
Your Name
-
Which Program are you auditing?
-
Select the JT Front Bumper workstation or cell/area
- FPA Assembly
- Station #1A
- Station #1B
- Station #2
- Station #3
- Station #5
- Station #6
- Station #7
- Station #8
- Packout
- Kitting
- Batch Build
- Blow Mold 1
- Blow Mold 2
- Blow Mold 3
- Blow Mold 4
- Blow Mold 5
-
Select the JL Front Bumper workstation or cell/area
- FPA Assembly
- Station #1A
- Station #1B
- Station #2
- Station #3
- Station #5
- Station #6
- Station #7
- Station #8
- Packout
- Kitting
- Batch Build
- Blow Mold 1
- Blow Mold 2
- Blow Mold 3
- Blow Mold 4
- Blow Mold 5
-
Which shift are you auditing?
-
Name of the operator that is being audited?
-
JL/JT Front Bumper - MGT SF 092-2 LPA Form Rev 0 content 11/16/18
Audit
-
High Risk - Verify the "Critical Safety/Quality" section of the OK to Produce Process was completed for this operation
-
Audit one of the following items from the OK to Produce for this process to verify compliance (Quality/Safety Alerts [no expired alerts posted], Training Matrix, First Piece Approval, In Process Verification). If a NC is found, alert the Production and Dept. Manager immediately.
-
High Risk - Verify there is a signed process/product deviation in place for any equipment, torques or labeling in by-pass and that the operator understands and is following the deviation
-
High Risk - Verify an error proofing device works as intended. (Focus on high RPNs from the PFMEA) If not, is there a reaction plan for these devices?
-
Verify Rabbit documentation is filled out in accordance with the procedure using the proper nomenclature. (Are all error proofing devices verified as scheduled?)
-
Ensure the Standard Operation Sheet and Job Element Sheet are located in the work cell
-
Verify appropriate PPE is called out on the SOS and worn by the operator
-
Verify the Team Member is following the MES including any known quality issues
-
If the JES calls out any key process symbols or customer interface characteristics, verify the operator understands the reasoning behind the denoted checks
-
Does the team member understand what determines clean vs. soiled contents in a drum? (Refer to QA below)
-
Clean rags - yellow step can. Soiled rags - red step can.
-
High Risk - Verify any torques are at the correct setting and in compliance (torque settings are noted on the torque boxes)
-
Verify required inspections are being completed
-
If inspection is done at this station, are visual aids present? (select N/A if no inspection is conducted)
-
High Risk - Ensure quality gate/verification station operations for this part are being followed for any relevant customer or internal quality issues.
-
Verify corrective actions are in place for the NCTs below if they apply to the station being audited
-
NCT 21103364 - 08/12/21 - INCORRECT BUMPER SEQUENCED - ENSURE OP PACKS OUT BUMPER IMMEDIATELY AFTER SCANNING
-
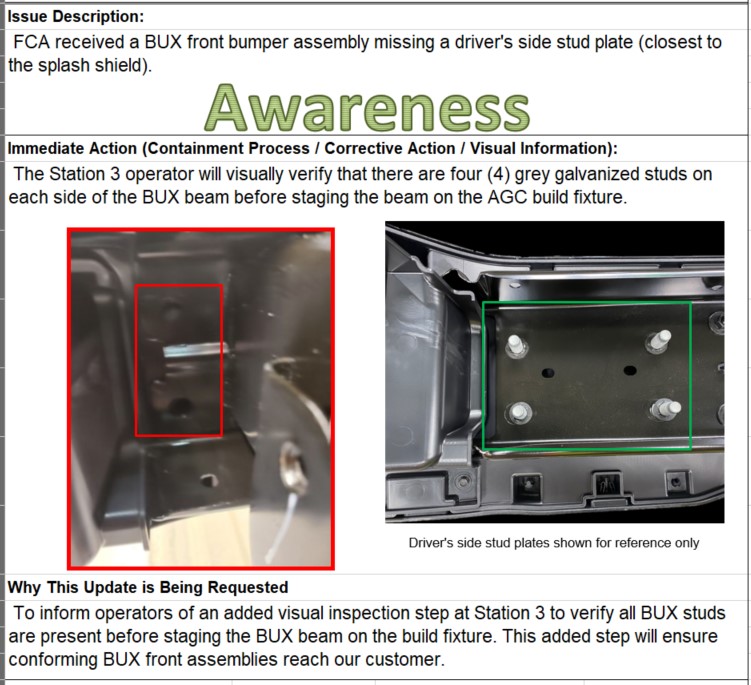
NCT 21103386 - 08/18/21 - ASSY SHIPPED TO CUSTOMER MISSING STUD PLATE, ENSURE QA BELOW IS FOLLOWED
-
GIM 21036335 - 08/19/21 - REBUILT BUMPER SHIPPED WITH FOG LAMPS NOT TORQUED. ENSURE ANY REBUILDS ARE BEING RUN THROUGH THE MES.
-
NCT 21000094 - 09/02/21 - JT FRONT FOG LAMP WH SMASHED - ENSURE THE OPERATOR IS PERFORMING A PUSH-PULL-PUSH AND WITNESS MARKING THE FOG LAMP CONNECTION
-
NCT - 09/09/21 - JT FRONT FLASH IN TOW HOOK OPENINGS - VERIFY A RACK OF FINISHED BUMPERS TO ENSURE THERE IS NO FLASH IN THE TOW HOOK OPENINGS
-
GIM - 2/7/22 - J6 FRONT MISSING FASTENER DUE TO A DOUBLE TORQUE - ENSURE THE OPERATOR DOES NOT DOUBLE TORQUE ANY FASTENERS
-
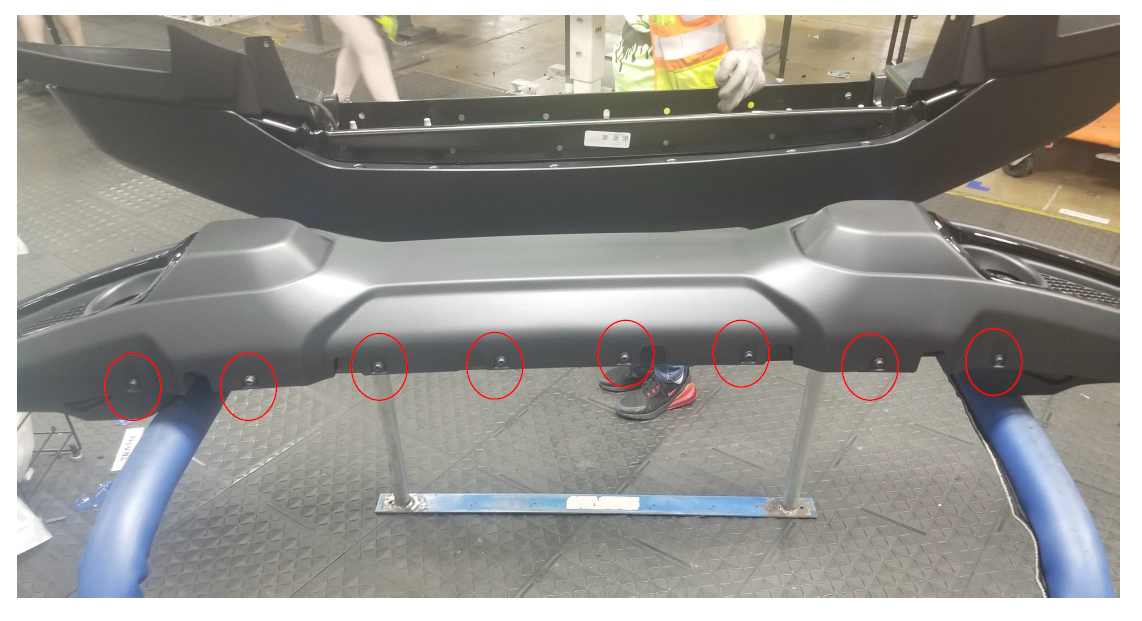
JT Front - Audit one rack of finished goods and verify there are 8 screws along the bottom edge as shown in the image below. If any are found missing, take a photo of the rack label and address with the TL/PM.
-
-
JL and JT Front - Audit one rack each of finished goods and verify the appliques are fully seated. If any are found missing, take a photo of the label and address with the TL/PM.
-
-
Review packaging instructions and ensure stacking/packing techniques of parts is appropriate/safe. Ensure FIFO practices are being followed.
-
High Risk - Verify the operator is green in the OJT for all required operations
-
Review 3 completed product assemblies to ensure conformance including proper part identification and packing technique
-
Is the line balance available in the work area?
-
Verify gauge instructions are available for all gauges in use for this program if applicable
-
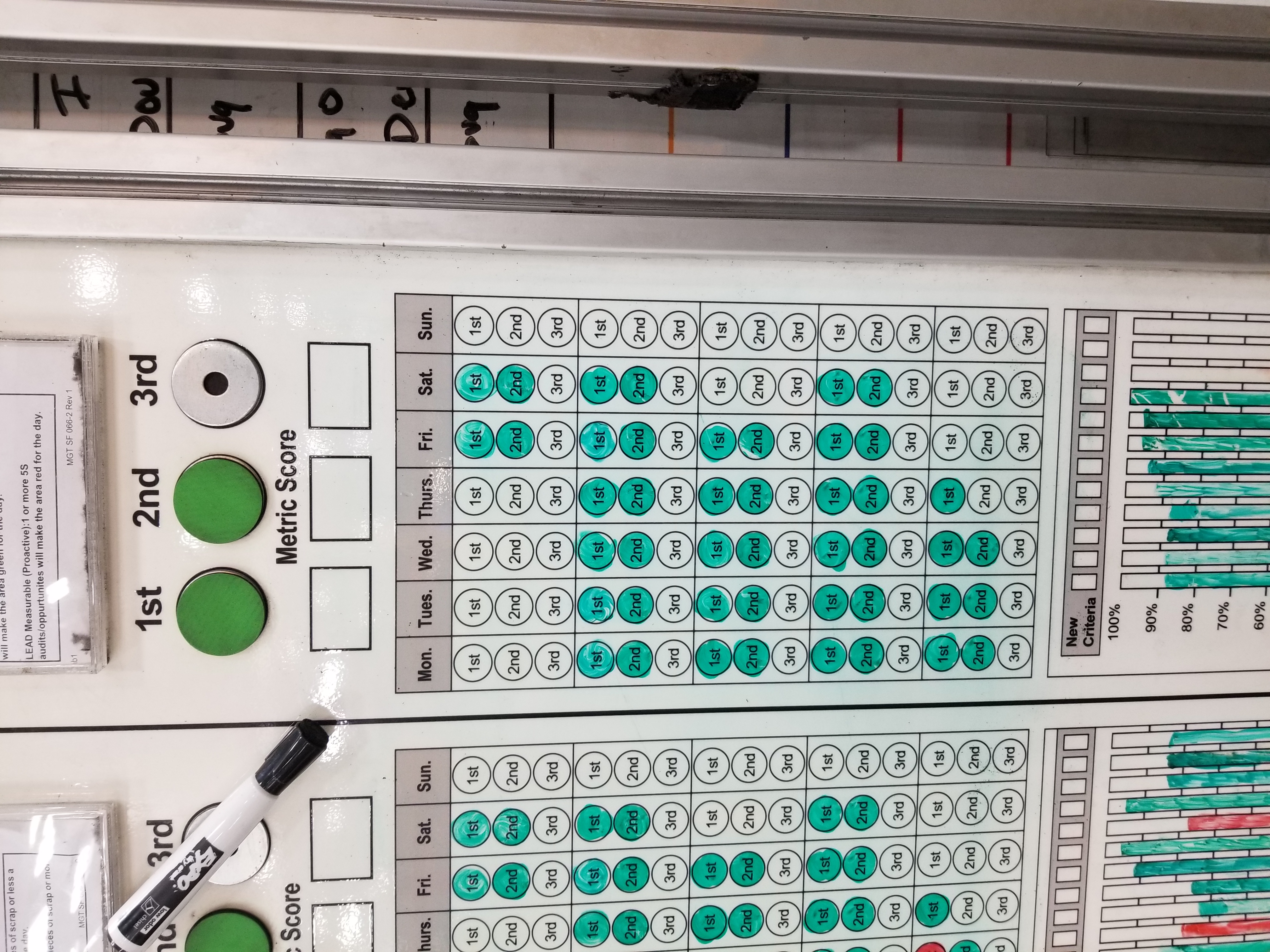
Verify the Safety, Quality, Timing, Cost, and Morale metrics have been updated for the last working shift prior to the start of today's shift for that team. (Ex: 2nd shift needs to update the last 2nd shift metrics prior to the start of today's 2nd shift)
-
Example of acceptable status
-
Verify Autonomous Maintenance is up to date if applicable.
-
Do all communication documents have a document name, initiator name and date?
-
Are all master and secondary documents controlled with a form number?
-
Verify any non-conforming parts have been properly identified with a red tag/tape and placed in the NC area. Note, if any NC is found, an action item is required and NC must be contained/corrected within 24 hrs.
-
Assign an action item for any continuous improvement items
-
Please review any findings with the area TL or Production Manager
-
If you completed this audit on a shared device/tablet, please sign out of the device once you complete this audit.